Гост 18465-73 калибры для метрической резьбы от 1 до 68 мм. исполнительные размеры. часть 1 (с изменениями n 1, 2, 3)
Содержание:
- Правила обозначения
- Дюймовая нарезка.
- Типы резьбы и их характеристики
- Диаметры резьбы
- Резьба метрическая
- Трубная дюймовая резьба
- Таблица дюймовых резьб. Классификация
- Размеры дюймовой резьбы
- Основные параметры и сферы применения
- Таблица
- Размеры метрических резьб
- Резьбы мелкого шага
- Указываемые параметры
- Геометрические размеры
- Размеры отверстий
- Резьба стальная. ГОСТ. Труба с резьбой.
- Стандарты
- Применение табличной информации
Правила обозначения
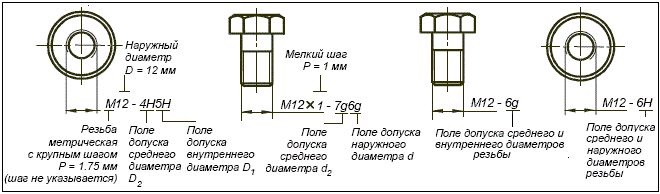
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
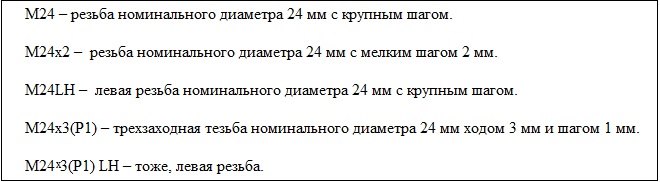
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
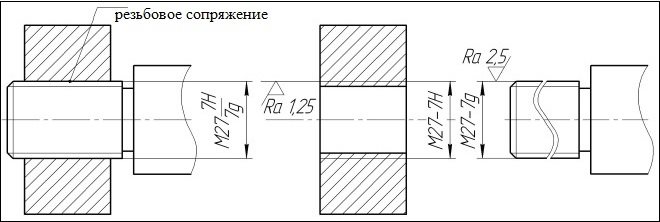
Пример обозначения посадки резьбового соединения на чертежах
Дюймовая нарезка.
Определенные нормы дюймовой нарезки, которые оговаривают требования к ней, дает нам ГОСТ. Нормы рассматриваются по двух основным параметрам – шагу и диаметру (внешнему и внутреннему).

Фото: vseinstrumenti.ru
Изделия с дюймовой резьбой имеют специальный штуцер, который имеет вид суженого конуса. Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Круглая резьба.
Практична в применении для санитарно-технической арматуры, в условиях, где нужно обустройство часто разъемных соединений.
Фото: infourok.ru
Ее особенности позволяют продлить срок службы соединений за счет своей прочности, детали имеют высокую сопротивляемость к значительным нагрузкам, используют в условиях повышенной загрязненности среды.
Круглую резьбу используют в основном для смесителей, кранов, вентилей, шпинделей и других подобных элементов.
NPSM
National pipe thread, соответствует стандарту резьбы США. Его относят к цилиндрическому дюймовому типу. Параметры профиля соответствуют 60 градусам, форма профиля — треугольник.
Фото: kipo.spb.ru
NPT
Отличается от NPSM тем, что является стандартом в Соединенных Штатах Америки. Данный тип отличается практичностью использования в условиях с высоким давлением.

Фото: ru.aliexpress.com
С последними двумя типами потребители обязательно столкнуться, приобретая сантехнические изделия и арматурные трубы американского производства.
Типы резьбы и их характеристики
Характеризуют следующие показатели:
- Ее направление;
- Резьбовое число заходов;
- Расположение;
- ЕИ диаметра резьбы;
- Профиль поверхности.
Именно эти параметры определяют выбор необходимого типа.
Современные нормативные стандарты рассматривают три основных типа нарезки: цилиндрическая, коническая, дюймовая. Далее рассмотрим каждую из них в отдельности, а так же NPSM, NPT и круглую резьбу.
Цилиндрическая нарезка (резьба Витворда)
Этот тип осуществляется для цилиндрических соединений, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический тип. Удобна цилиндрическая нарезка в условиях потребности высокой степени герметичности.
Фото: shop.deloproltd.ru
Параметры резьбы:
- Осуществляется на трубах диаметром до 6 см (если диаметр более 6 см – они свариваются);
- Применяется профиль, угол которого 55 градусов.
Коническая резьба
Осуществляется для конических типов соединений труб, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический.
Фото: trubexpert.ru
При использовании конической, обязательно применяется герметик. Чаще всего ее применяют при соединении трубок, где фиксируется наличие большого давления в жидкостях или газе.
Параметры:
- Впадины и вершины резьбы закруглены;
- Применяется профиль, угол которого 55 градусов.
Диаметры резьбы
Есть показатели, указываемые в сводных таблицах, которые важно учитывать в случаях, когда рассматривается метрическая резьба — размеры диаметров:
- внешний (D и d);
- внутренний (D1 и d1);
- средний (D2 и d2);
- внутренний по дну впадины (d3).
При широком применении в резьбовом соединении скользящей посадки большую важность приобрел средний диаметр, причем в случаях равенства значений, наибольшегоd2 болта и наименьшего D2 гайки. Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d
Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы
Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d. Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы.
Резьба метрическая
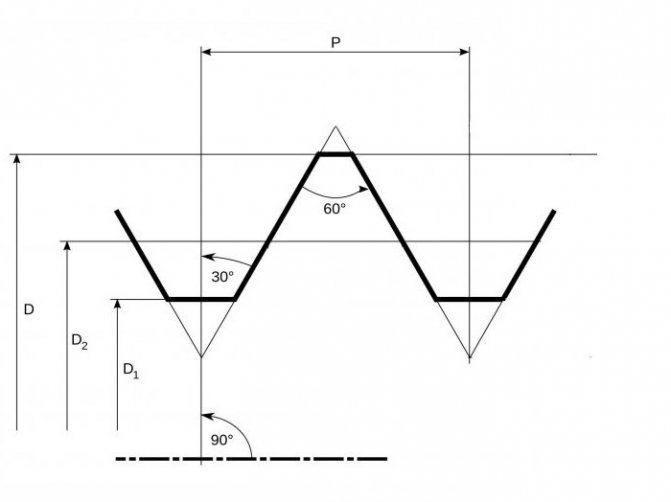
Винтовая нарезка на или в материале, имеющая профиль зуба в виде равнобедренного треугольника, — это метрическая резьба, размеры ее измеряются в миллиметрах. По форме поверхности нанесения эта резьба является цилиндрической, но может быть и конической.
Последняя наиболее популярна в использовании, особенно для следующих средств крепежа:
- болты;
- анкеры;
- винты;
- метизы;
- шпильки;
- гайки и прочее.

Винтовая нарезка, нанесенная на основу конической формы, называется метрической конической резьбой. Она применяется в местах, требующих быстрого стопорения соединений, без дополнительной герметизации и с прекращением подтекания простым подтягиванием по оси. Используется при устройстве пробок и соединений трубопроводов:
- масляных;
- нефтяных;
- газовых;
- водяных;
- воздушных.
Немаловажно знать, что коническая и цилиндрическая резьбы имеют одинаковый профиль, что позволяет свинчивать их между собой. Метрические резьбы классифицируются по размерам, направлению вращения, шагу и дополнительным параметрам, которые отражаются в маркировке
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.

Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Размеры дюймовой резьбы
Дюймовая резьба обычно обозначается при помощи цифры, над которой установлены два или больше штриха. Такое обозначение даёт специалистам возможность быстро ориентироваться в размерах, например, при составлении технических чертежей деталей, при выполнении заказа для токарей и так далее. Если требуется при изготовлении детали на токарном станке с резьбой в три дюйма, то просто ставится 3″.
Для прочного соединения металлических и других деталей, узлов между собой различного диаметра, применяются и различные дюймовые размеры. При работе с трубами нарезается резьба дюймовая размеры которой определяются условным диаметром просвета. Естественно, наружная резьба трубы будет по размерам больше.

Для классификации размеров разработаны и тиражированы специальные таблицы, применение которых облегчает поиск нужного дюймового размера резьбы при работе с любыми видами цилиндрических и конусных предметов.
Это находит применение при изготовлении фитингов, заглушек и так далее. возьмём конкретный пример. Если взять размер дюймовой резьбы с профильным углом в 55 ° при вершине, то высота профиля теоретически будет высчитываться, по формуле Н=0,960491Р.
Резьбу нарезают на трубах, до 6″. Больше нельзя. Разрешается по ГОСТ далее только сваривать трубы.
Для каждого винтового изделия рассчитывают и применяют размер дюймовой резьбы. Это диктует технология изготовления систем и конструктивных узлов, где необходимы повышенные требования к резьбовому крепежу.
Для этого нужно точно определить глубину нарезки резьбы с учётом толщины материала, а также количество витков, которое могло бы обеспечить прочное соединение деталей и узлов.
Компания имеет возможность сформировать по конкретным заявкам оптовые заказы на изготовление метизов с различной дюймовой резьбой. Для этого необходимо в лучший для заказчика срок оформить заявку и зарегистрировать её в головном офисе предприятия или переслать по интернету. Качественное выполнение заказа гарантировано.

| Диаметр наружный, мм | Шаг резьбы | Резьба | Диаметр внутренний, мм |
| Дюймовая G, R | Метрическая | Дюймовая ORFS,UNF, JIC | ДюймоваяNPTF, NPSM |
| 9,3-9,7 | 28 ниток | 1/8″ | 8,5-8,9 |
| 9,3-9,7 | 29 ниток | 1/8″ | 8,5-8,9 |
| 9,7-9,9 | х 1,5 | M 10×1,5 | 8,2-8,6 |
| 10,9-11,1 | 20 ниток | 7/16″-20 | 9,7-10,0 |
| 11,6-11,9 | х 1,5 | M 12×1,5 | 10,2-10,6 |
| 12,4-12,7 | 20 ниток |
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
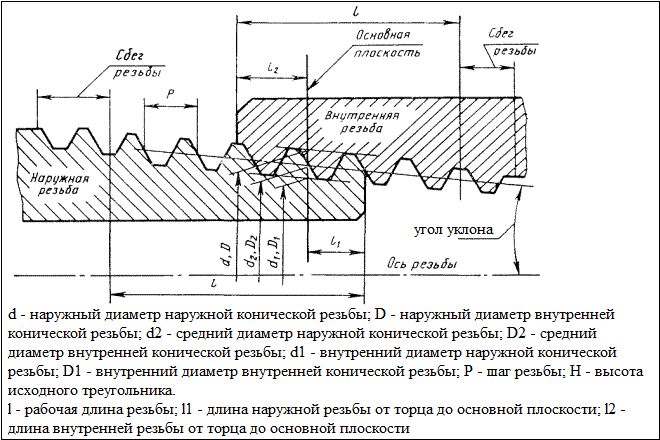
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
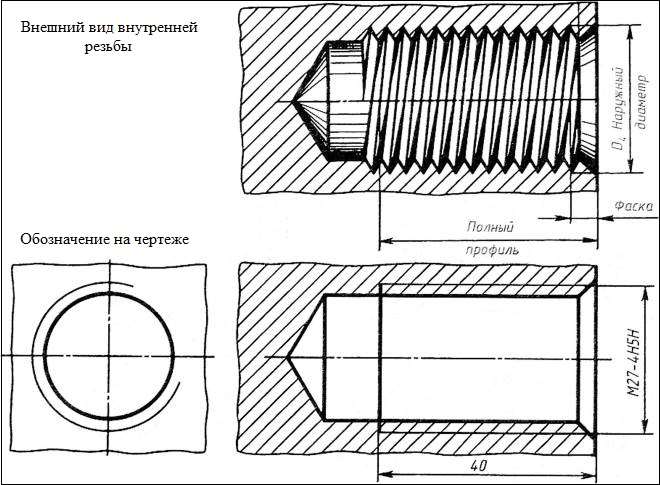
Внутренняя метрическая резьба
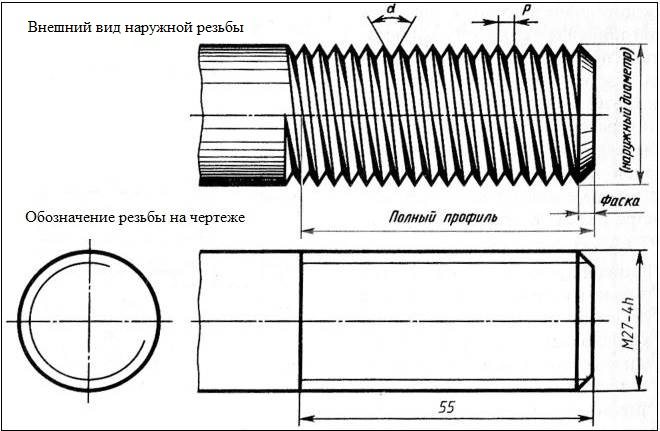
Наружная метрическая резьба
Таблица
Далее приводится таблица резьб, содержащая информацию об основных параметрах труб. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом ванной комнаты:
|
Резьба, дюймов |
Размеры, мм |
Число ниток |
||||||
|
диаметр |
шаг резьбы |
высота профиля |
радиус |
на дюйм |
на 127 мм |
|||
| наружный | внутренний | средний | ||||||
|
1/8 |
9,729 |
8,567 |
9,148 |
0,907 |
0,581 |
0,125 |
28 |
140 |
|
1/4 |
13,158 |
11,446 |
12,302 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
3/8 |
16,663 |
14,951 |
15,807 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
1/2 |
20,956 |
18,632 |
19,794 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
5/8 |
22,912 |
20,588 |
21,750 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
3/4 |
26,442 |
24,119 |
25,281 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
7/8 |
30,202 |
27,878 |
29,040 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
1 |
33,250 |
30,293 |
31,771 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/8 |
37,898 |
34,941 |
36,420 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/4 |
41,912 |
38,954 |
40,433 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/8 |
44,325 |
41,367 |
42,846 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/2 |
47,805 |
44,817 |
46,326 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/4 |
53,748 |
50,791 |
52,270 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 |
59,616 |
56,659 |
58,137 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/4 |
65,712 |
62,755 |
64,234 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/2 |
75,187 |
72,230 |
73,708 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 3/4 |
81,537 |
78,580 |
80,058 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 |
87,887 |
84,930 |
86,409 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/4 |
93,984 |
91,026 |
92,505 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/2 |
100,334 |
97,376 |
98,855 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 3/4 |
106,684 |
103,727 |
105,205 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 |
113,034 |
110,077 |
111,556 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 1/2 |
125,735 |
122,777 |
124,256 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 |
138,435 |
135,478 |
136,957 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 1/2 |
151,136 |
148,178 |
149,657 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
6 |
163,836 |
160,879 |
162,357 |
2,309 |
1,479 |
0,317 |
11 |
55 |
Таким образом, мы рассмотрели лишь основные типы, которые чаще всего встречаются в быту. Для более точных справок существуют нормативные документы, ГОСТы, где есть детальная информация о типах и характеристиках.
Как правило, визуально отличить их тип очень трудно. Для этого существуют таблицы резьбы, в которых, заранее замеряв основные параметры, можно определить его тип.
Размеры метрических резьб
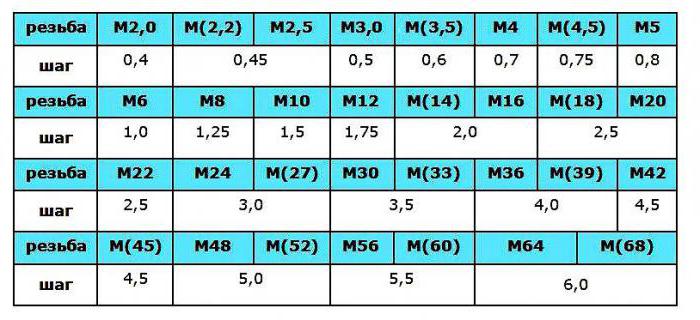
Разброс величин диаметров этой резьбы в промышленности имеет диапазон от 0,25 до 600 мм, причем при диаметре более 68 мм резьба будет только мелкой, тогда как до этой величины ― варьируется. Резьба с крупным шагом применяется в соединениях, находящихся под большой и ударной нагрузкой. Также интересно то, что у крупной резьбы шаг всегда фиксирован по отношению к диаметру, в отличии от мелкого, который может меняться, что отдельно и дополнительно указывается при маркировке.

Например, если в технических документах или чертежах в местах соединения деталей встречается «М16», это значит, что под буквой М понимается метрическая резьба. Размеры внешнего диаметра витков ― 16 мм, и крупный шаг стандартной резьбы ― 2 мм, согласно сведениям, указанным в таблице (резьба второго ряда указана в скобках). Итак, резьба метрическая: основные размеры (ГОСТ 24705-2004).
Резьбы мелкого шага
В маркировке мелкий шаг указывается после диаметра. Это выглядит так: «М16×0,5», где, как уже известно, М ― метрическая резьба. Размеры внешнего диаметра равны 16 мм, с величиной шага ― 0,5 мм. Интересно, что после диаметра в 2 мм разница между резьбовым шагом становится существенно заметной, приводя к разделению. Причем изделия равного диаметра имеют несколько видов шага мелкой резьбы, как у рассмотренного в 16 мм:
- 1,5 мм;
- 1,0 мм;
- 0,75 мм;
- 0,5 мм.
В качестве примера приводится часть таблицы, позволяющая понять и наглядно оценить диапазон мелких резьб, без учета крупного шага, рассмотренных ранее.
Указываемые параметры
В многозаходных резьбах шаг указан отдельно (в скобках), а на его месте указывается количество заходов. Вот как этот и другие дополнительными параметры указываются при маркировке:
- (P1) — где P — это шаг в 1 мм, а витков — 3 (пример: M42×3(P1));
- LH — левая резьба (пример: M40×2LH);
- МК — метрическая резьба коническая (пример: МК24х1,5);
- EG-M или GM, где G обозначает резьбу на цилиндрической основе проволочной вставки или фитинга (пример: EPL 6-GM5);
- g,h,H — поле допусков, составляет допуск среднего диаметра в сочетании с диаметром выступа (пример: М12-6g), а при разных допусках внутреннего и внешнего диаметров в маркировке обозначаются оба допуска (пример: М12-6g/8H).

Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Размеры отверстий
Получение резьб происходит благодаря:
- холодному накатыванию роликами и головками;
- резанию резцами, гребенками или фрезами;
- нарезанию плашками или метчиками;
- точному литью;
- абразивной или электроэрозионной обработке.

Для нарезания внешних резьб заготовке придают цилиндрическую форму и снимают фаску, а под внутреннюю сверлят немного меньшее, чем необходимая резьба метрическая (размеры) отверстие, но большее, чем ее внутренний диаметр. Ведь, определяя размеры отверстий под метрическую резьбу, необходимо учитывать, что при нарезке насечки внутри происходит частичное выдавливание материала, впоследствии участвующего в образовании резьбового профиля
Немаловажно считаться и со свойствами материала, в котором производится сверление, уменьшая размер сверла на 0,1 мм
Резьба стальная. ГОСТ. Труба с резьбой.
Резьба стальная. ГОСТ. Труба с резьбой. 4.83/5 (96.67%) проголосовало 6
Резьба стальная изготавливается из труб ГОСТ 3262-75. Их разрезают на необходимые размеры в зависимости от диаметра трубы (смотри таблицу 1.) и нарезается трубная наружная дюймовая резьба (не больше 5,6 витков). Примечание: резьба нарезается только с одной стороны детали, другая её сторона приваривается к трубе.
Эксплуатируются резьбы в системах водопровода, газопровода, системах отопления, то есть в системах неагрессивных сред (вода, газ, пар), при температуре до +175 ˚С и номинальном давлении 1.6 МПа. Резьбы необходимы для крепления различных деталей и оборудования (муфты, краны, вентили, манометры)
С размерами и весом стальной резьбы вы можете ознакомится в таблице ниже. Таблица составлена для резьбы стальной соответствующих ГОСТ 6357-81.
Материал для изготовление использую черные сорта стали для труб и деталей водо- и газопроводных конструкций по
ГОСТ 1050-88. С целью повышения антикоррозийных свойств, резьбы стальные обрабатывают цинковым покрытием.
Примечание: В таблице 1 указан вес стальной резьбы без антикоррозийного покрытия так, как разница в весе незначительна и ей можно пренебречь.
Рис.1.Основные обозначения резьбы стальной.
Таблица 1.
Размеры и вес резьбы стальной по ГОСТ 6357-81.
| Ду, мм | G,дюйм | Толщина стенки, мм | Длина, мм | Вес,кг | |
| L | l | ||||
| 15 | 1/2″-B | 2,5 | 35 | 9 | 0,04 |
| 2,8 | 0,04 | ||||
| 3,2 | 0,05 | ||||
| 20 | 3/4″-B | 2,5 | 40 | 10,5 | 0,06 |
| 2,8 | 0,07 | ||||
| 3,2 | 0,07 | ||||
| 25 | 1″-B | 2,8 | 40 | 11 | 0,08 |
| 3,2 | 0,09 | ||||
| 4 | 0,12 | ||||
| 32 | 1 1/4″-B | 2,8 | 50 | 13 | 0,14 |
| 3,2 | 0,15 | ||||
| 4 | 0,19 | ||||
| 40 | 1 1/2″-B | 3 | 50 | 15 | 0,17 |
| 3,5 | 0,19 | ||||
| 4 | 0,22 | ||||
| 50 | 2″-B | 3 | 50 | 17 | 0,21 |
| 3,5 | 0,24 | ||||
| 4,5 | 0,31 | ||||
| 65 | 2 1/2″-B | 3,2 | 70 | 20 | 0,40 |
| 4 | 0,49 |
4,5
0,55
80
3″-B
3,5
70
20
0,51
4
0,58
4,5
0,65
100
4″-B
4
70
20
0,75
4,5
0,84
5
0,93
Ду – условный проход детали, мм;
L – длина детали, мм;
l – длина резьбы детали, мм;
G – обозначение резьбы, дюйм.
Стандарты
Основные резьбовые размеры подчиняются ГОСТу 24705-2004, который модифицирует стандарт — ИСО 724:1993 (международная классификация). Данный ГОСТ с 1 июля 2005 г. является государственным стандартом РФ и учитывает интересы экономики еще 12 стран, ранее входящих в состав СССР, которые за него проголосовали. Под его действие подпадают размеры метрических резьб ГОСТ 9150 широкого назначения, а также диаметры и шаги ГОСТа 8724.
По нормам взаимозаменяемости настоящий ГОСТ ссылается на нижеперечисленные международные и национальные системы стандартов:
- ГОСТ 8724—2002 (ISO 261—1998);
- ГОСТ 9150—2002 (ISO 68-1:1998);
- ГОСТ 11708—82;
- ГОСТ 16093—2004(ISO 965-1:1998 и ISO 965-3:1998).
Этот ГОСТ закрепляет все основные размеры, возможные допуски, терминологию и формулы вычисления диаметров:
- D2= D — 2 x 3/8 H = D — 0,6495 P;
- d2= d — 2 x 3/8 H = d — 0,6495 P;
- D1= D — 2 x 5/8 H = D — 1,0825 P;
- d1= d — 2 x 5/8 H = d — 1,0825 P;
- d3 = d — 2 17/24 H= d — 1,2267 P.
Трудно представить себе современную жизнь без машин и механизмов, еще труднее представить технику без разъемных соединений, которые обеспечивает резьба. Эффективность, относительная простота изготовления и комфортное использование обеспечили резьбовым соединениям почетное место в мировой истории.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.









