Нарезание наружной резьбы. диаметры стержней под резьбу при нарезании плашками
Содержание:
- Резьба трубная цилиндрическая, G (BSPP)
- Если что-то пошло не так или что делать со сломанным метчиком
- Технология и приемы нарезания резьбы вручную
- Особенности устройства
- 5 Машинные метчики и особенности работы с ними на станочном оборудовании
- Виды метчиков
- Классы точности и правила маркировки
- Как восстановить резьбу в отверстии без метчика
- Критерии выбора
- 3 Главные условия нарезания качественной резьбы метчиком
- Инструментальный материал
- Подготовительный этап
- Отличия от метрической резьбы
Резьба трубная цилиндрическая, G (BSPP)
Известна еще как резьба Витворда (BSW (BritishStandardWhitworth)
). Применяется данный вид для организации цилиндрических резьбовых соединений. Также используется ив случаяхсоединения внутренней цилиндрической резьбы с наружной конической резьбой(ГОСТ 6211-81).
- ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
Параметры резьбы
- теоретическая высота профиля (Н) — 960491Р;
- обозначение по форме профиля – резьба дюймовая (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов);
- максимальный диаметр трубы – 6 дюймов (на трубах диаметром свыше 6 используется сварное соединение).
Пример условного обозначения:
G- обозначение формы профиля (резьба трубная цилиндрическая);
G1 1 / 2 — условный проход (измеряется в дюймах);
А – класс точности (может быть А или В).
Для обозначения левой резьбы используется индекс LH(пример: G1 1 / 2 LH-B-40 – резьба трубная цилиндрическая, 1 1 / 2 — условный проход в дюймах, класс точности В, длина свинчивания 40 миллиметров).
Шаг резьбы может иметь одно из четырех значений:
Таблица 1
Основные размеры трубной цилиндрической резьбы определяются ГОСТ 6357-81 (BSP). Следует помнить, что размер резьбы в данном случае условно характеризует просвет трубы, при том, что на самом деле наружный диаметр существенно больше.
Таблица 2
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | ||
| Ряд 1 | Ряд 2 | d=D | d 2 =D 2 | d 1 =D 1 |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 |
| 5/8″ | 22,911 | 21,749 | 20,587 | |
| 3/4″ | 26,441 | 25,279 | 24,117 | |
| 7/8″ | 30,201 | 29,039 | 27,877 | |
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 |
| 1.1/8″ | 37,897 | 36,418 | 34,939 | |
| 1.1/4″ | 41,910 | 40,431 | 38,952 | |
| 1.3/8″ | 44,323 | 42,844 | 41,365 | |
| 1.1/2″ | 47,803 | 46,324 | 44,845 | |
| 1.3/4″ | 53,746 | 52,267 | 50,788 | |
| 2″ | 59,614 | 58,135 | 56,656 | |
| 2.1/4″ | 65,710 | 64,231 | 62,762 | |
| 2.1/2″ | 75,184 | 73,705 | 72,226 | |
| 2.3/4″ | 81,534 | 80,055 | 78,576 | |
| 3″ | 87,884 | 86,405 | 84,926 | |
| 3.1/4″ | 93,980 | 92,501 | 91,022 | |
| 3.1/2″ | 100,330 | 98,851 | 97,372 | |
| 3.3/4″ | 106,680 | 105,201 | 103,722 | |
| 4″ | 113,030 | 111,551 | 110,072 | |
| 4.1/2″ | 125,730 | 124,251 | 122,772 | |
| 5″ | 138,430 | 136,951 | 135,472 | |
| 5.1/2″ | 151,130 | 148,651 | 148,172 | |
| 6″ | 163,830 | 162,351 | 160,872 |
d — наружный диаметр наружной резьбы (трубы);
D — наружный диаметр внутренней резьбы (муфты);
D1 — внутренний диаметр внутренней резьбы;
d1 — внутренний диаметр наружной резьбы;
D2 — средний диаметр внутренней резьбы;
d2 — средний диаметр наружной резьбы.
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
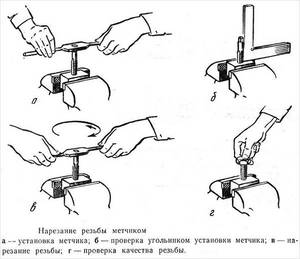
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).

Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 8 818
Особенности устройства
Независимо от вида, все метчики устроены принципиально одинаково. Различия обусловлены поставленными задачами: видом, технологией использования. Конструктивно метчик состоит из следующих элементов:
хвостовика с местом для фиксации вспомогательного инструмента (воротка, патрона);
калиброванной резьбы;
канавок для создания режущей кромки и отвода стружки;
конуса для захода;
Каждый их перечисленных элементов может быть выполнен в нескольких вариантах для решения конкретной задачи. Универсальные метчики есть почти у каждого уважающего себя домашнего мастера. На производстве дополнительно используется много специальных моделей, которые повышают производительность, позволяют получать заданные характеристики резьбы.
5 Машинные метчики и особенности работы с ними на станочном оборудовании
Для формирования резьбы на токарных станках и автоматах используют метчик машинный, ГОСТ которого определяет назначение и конструкцию инструмента (некоторые ГОСТы представлены в конце статьи). Выпускают их поштучно (для формирования резьбы за 1 проход) или комплектами.
Первые обычно используют при обработке чугуна, а вторые – стали. Скорость нарезания машинным метчиком должна составлять 6–22 м/мин при работе с бронзовыми, алюминиевыми, чугунными заготовками и 5–12 м/мин – со стальными. Процесс нарезания должен обязательно сопровождаться охлаждением СОЖ.
При работе с машинными метчиками следует придерживаться дополнительных правил:
- При выборе сверла необходимо помнить, что при работе с метчиками-раскатниками для предварительного создания отверстий требуются инструменты других диаметров.
- При использовании станков с ЧПУ следует проверять скорость подачи инструмента, указанную в программе. Если установлен резьбонарезной патрон, то величина подачи метчика на 1 оборот должна иметь значение 95–97 % от шага, чтобы обеспечить самозатягивание инструмента.
- Следует по возможности пользоваться качественными патронами, имеющими компенсацию, ограничивающую крутящий момент. Такие патроны гарантируют правильное осевое перемещение инструмента и устанавливают его строго в отверстии. Это также предохранит метчик машинный от поломки, если он случайно столкнется с дном отверстия.
- Требуется следить за плавностью входа инструмента в отверстие – неравномерная, прерывистая подача, скорей всего, приведет к колоколообразной форме первых витков стружки (браку резьбы).
Применимость некоторых видов метчиков в зависимости от обрабатываемого материала:
| Название метчика | ГОСТ | Обрабатываемый материал |
| 1 | 2 | 3 |
| Машинно-ручные метчики с прямыми канавками | ГОСТ 3266-71-71 | Углеродистые стали общего назначения обычного качества и качественные низколегированные стали общего назначения, литейные и ковкие чугуны |
| Машинно-ручные метчики с винтовыми канавками | ГОСТ 17933-72 | |
| Машинно-ручные метчики с укороченными канавками | ГОСТ 17931-72 | |
| Гаечные метчики с прямым хвостовиком | ГОСТ 1604-71 | |
| Гаечные метчики с изогнутым хвостовиком | ГОСТ 6951-71 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17927-71 | Нержавеющие и жаропрочные стали с сплавы |
| Гаечные метчики с шахматным расположением зубьев, с прямым хвостовиком | ГОСТ 17929-72 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17928-72 | Легкие сплавы |
| Машинные метчики с винтовыми канавками | ГОСТ 17932-72 | |
| Машинные метчики с укороченными канавками | ГОСТ 17930-72 |
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:

Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
-
Заполните эпоксидным клеем отверстие.
-
Подождите пока полимер затвердеет.
-
Вкрутите болт.
-
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.
-
ABRO.
-
«Алмаз».
-
«Полимет».
Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
-
Вскройте упаковку и вытащите компоненты.
-
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
-
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
-
Смешайте в равных долях вещества из первого и второго тюбиков. Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
-
Нанесите полученную смесь на предназначенное для вкручивание изделие.
-
Вкрутите его.
-
Обеспечьте необходимый температурный режим.
-
Не трогайте детали в течение указанного в инструкции времени.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу
Это обеспечит правильное формирование витков при восстановлении резьбы.
Критерии выбора
Сначала избирается вид прибора по типу резьбы и её предназначению. По условиям точности определяют, следует ли использовать одинарный клеймовщик, либо необходим набор. Помимо этого, метчики выпускаются с разной чистотой обработки их разрезающего элемента, что оказывает большое влияние на достоверность нарезания резьбы.
Материал, в котором необходимо порезать резьбу, влияет на выбор устройства
Таким образом, необходимо принимать во внимание ведущий ракурс заточки зубьев. Он составит для стали — 5-10 градусов, для медных сплавов — 0-5 градусов, для алюминия и сплавов — 25-30 градусов
Приборы могут производиться из простых сталей, прочных сталей либо прочными напайками, что должно предусматриваться при рассмотрении того, какой материал обрабатывается.
Основной подбор делается по диаметру сделанного отверстия, в котором выполняется нарезка резьбы. Диаметр рабочего прибора должен быть несколько меньше диаметра отверстия. Таким образом, для резьбы метрической М20 (диаметр рабочего метчика 20 мм) диаметр сделанного отверстия составит 19 миллиметров. При метрической, если не имеется специальных условий, то производится стандартный шаг. К примеру, резьба М4 — шаг 0,7 мм, М5 — 0,8 мм, М10 — 1,5 мм, М12 — 1,75 мм и т. д.
3 Главные условия нарезания качественной резьбы метчиком
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия. По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик. Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании). У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы. Если этот запас не предусмотреть, то резьба будет неполной.
Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка. На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ). Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
- разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
- для деталей из латуни и стали можно использовать льняное масло;
- для изделий из алюминия – керосин;
- для деталей из красной меди – можно скипидар;
- в изделиях из чугуна и бронзы нарезание следует проводить всухую.
Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Изучается маркировка применяемого инструмента
Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.. Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации
 Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика
Необходимо обращать внимание на строение профиля и местоположения винтовых проходов









