Сварочный ток
Содержание:
- Сварка тонкой нержавейки
- Как осуществляется расчет скорости сварки
- Движения электрода
- Основные понятия
- Длина сварочной дуги
- Лучшие недорогие генераторы
- Что такое универсальные электроды
- Как регулировать длину дуги
- Какой ток для какого электрода
- Как узнать сечение
- Сварка током обратной полярности
- Природа возникновения явления
- Положение электрода
- Подготовка
- Ошибка в применении соотношения «диаметр электрода/сварочный ток»
- Варим, режем
- Что скрывают производители сварочных инверторов
- Подготовка к работе инвертором
- Постоянный ток
- Диаметр электрода
- Сварка полуавтоматом
- Секреты сварки электродом
- Каким должен быть сварочный ток на самом деле
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.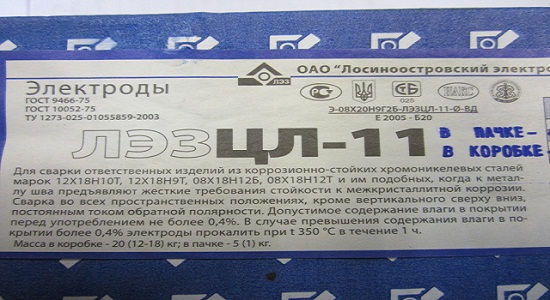
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
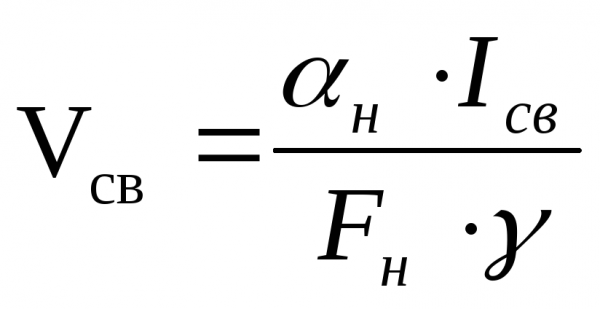
αн — это коэффициент наплавки;γ — плотность металла электрода в г/см3;Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.

Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.

Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.

Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные , а также современные аппараты для сварки, использующие инверторные технологии.

Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при .
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода
Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.

Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.

Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.
BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.

Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
Что такое универсальные электроды
Универсальные сварочные материалы – это  электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
- хорошая и стабильная дуга;
- повышенная производительность работ;
- достаточно высокая экономичность;
- низкий уровень разбрызгивания;
- хорошее отделение шлака;
- возможность сваривать неочищенную от загрязнений, окисленную, влажную и поврежденную коррозией поверхность;
- минимальные требования к оборудованию и сварщику.
Как регулировать длину дуги
От этого параметра зависят не только электрические величины, но и качество сварки. Дугу стремятся делать как можно более короткой, в пределах 3-4 мм.
При большей длине наблюдаются следующие негативные явления:
- Капли расплавленного металла с электрода на пути к сварочной ванне успевают вобрать в себя из воздуха много кислорода и азота. В результате шов теряет прочность, пластичность и ударную вязкость.
- Разряд перемещается по поверхности заготовки (блуждание), вследствие чего тепло распределяется по относительно большой площади. Глубина провара уменьшается; капли расплава с расходника, попадая на непрогретый металл, не сливаются с ним, а отскакивают.
Короткая дуга издает сухой треск, напоминающий шипение масла на горячей сковороде.

При большой длине сварочной дуги наблюдаются негативные явления.
Выполненный ей шов выглядит аккуратным и имеет следующие признаки:
- Правильную форму.
- Гладкую выпуклую поверхность.
Шов, выполненный длинной дугой, имеет неровные очертания, вдоль него налипают капли расплавленного металла.
Плавящийся электрод в процессе сварки уменьшается. Поэтому его постепенно приближают к заготовке, чтобы длина разряда оставалась постоянной.
Какой ток для какого электрода
Правильный выбор тока для сварки электродами является залогом комфортного рабочего процесса, качественного сварного шва и всего изделия в целом. Для каждой марки существует рекомендуемая величина силы напряжения. Данные сведения прописаны на упаковке сварочных материалов. С приблизительными цифрами вы можете ознакомиться далее.
Ток сварки для электрода 4 мм
Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Ток сварки для электрода 3 мм
Сварочное напряжение для расходников диаметром 3 мм. должно находится в границах от 65 до 130 А. Перед осуществлением работ рекомендуется выставлять среднее значение – 80-90 А. Во время проведения сварочного процесса это поможет определить какой ток для сварки электродом 3мм. является оптимальным.
Ток сварки для электрода 2 мм
При 2 мм. потребуется напряжение от 30 до 80 А. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Важно! Следует помнить, что данные значения являются относительными. На практике сила тока зависит от марки
Каждая марка имеет собственные показатели, прописанные на упаковке. Поэтому для того, чтобы, например, выяснить какой нужен ток для электрода 4 мм., необходимо ознакомиться с рекомендациями производителей. Опытные сварщики могут полагаться на собственные знания и опыт и иметь некоторые предпочтения.
Полезное видео
Небольшой ролик, где практик-сварщик делится опытом выставления значения тока. Хороший совет эмпирически подбирать силу тока от большего к меньшему.
Как узнать сечение
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства — указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).

При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.
Природа возникновения явления
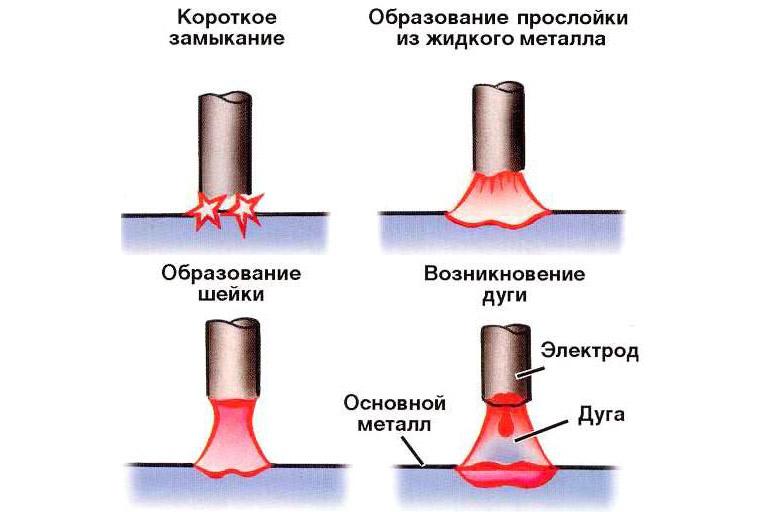
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного — к катоду. Начинается процесс протекания тока в плазме.
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится.
Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.
- Инвертора — электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.

Инвертор является источником питания дуги.
Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.

Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода
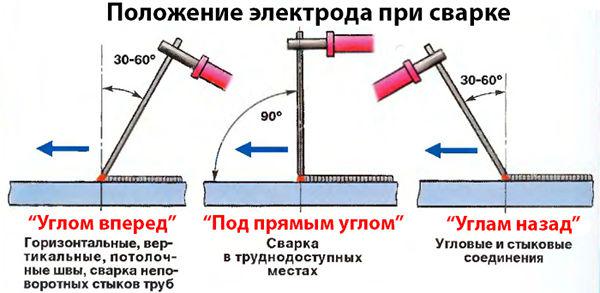
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Ошибка в применении соотношения «диаметр электрода/сварочный ток»
Недавно мне поступило несколько вопросов от читателей, и все они были про сварочный ток и диаметр электрода. Я решил, что мои ответы будет полезно узнать многим сварщикам-любителям и пишу их для всех. Вопросы перескажу своими словами.
Сварочный ток и диаметр электрода не соответствуют друг другу
ПРОБЛЕМА. Мой читатель использует электрод 3 мм и ставит ток 50-60 ампер. При этом он экспериментирует с разными расстояниями от электрода до металла, но качественных швов у него никак не получается. Если электрод приблизить к металлу, то электрод прилипает, а если отодвинуть дальше — получаются отдельные капли металла и «сопли». А при попытке варить тонкий металл, да ещё и с большим током, металл прожигается насквозь.
РЕШЕНИЕ.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Что скрывают производители сварочных инверторов
Производители сварочных инверторов обычно публикуют характеристики своих аппратов, и одна из главных характеристик — это сила сварочного тока. А у сварочного аппарата одна из самых главных регулировок — это регулировка сварочного тока в связке с индикацией установленного тока или без неё. На корпусе современного сварочного инвертора регулировка сварочного тока в сочетании с индикацией тока может быть в виде одного из этих вариантов:
- «крутилка» без указания сварочного тока,
- «крутилка» с написанными на корпусе аппарата значениями сварочного тока,
- «крутилка» с индикацией тока на цифровом дисплее,
- кнопки «+» и «-» для регулировки тока с индикацией на цифровом дисплее.
 У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Постоянный ток
Электрический ток может быть постоянным или переменным.
Постоянный электрический ток протекает по замкнутой цепи всегда только в одном направлении.
Условно принято:
— внутри источника постоянного тока ток направлен от зажима со знаком минус (–) к зажиму со знаком (+);
— во внешней цепи ток направлен от плюса к минусу.
Постоянный ток получают при помощи аккумуляторов, генераторов, выпрямителей.
В соответствии с законом Ома для цепи постоянного тока: сила тока I прямо пропорциональна напряжению U и обратно пропорциональна сопротивлению R:
I = U / R
Таким образом:
— если напряжение в цепи увеличится (уменьшится) в несколько раз, а сопротивление останется неизменным, то во столько же раз увеличится (уменьшится) сила тока;
— если сопротивление в цепи увеличится (уменьшится) в несколько раз, то при постоянном напряжении во столько же раз уменьшится (увеличится) сила тока.
Диаметр электрода
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
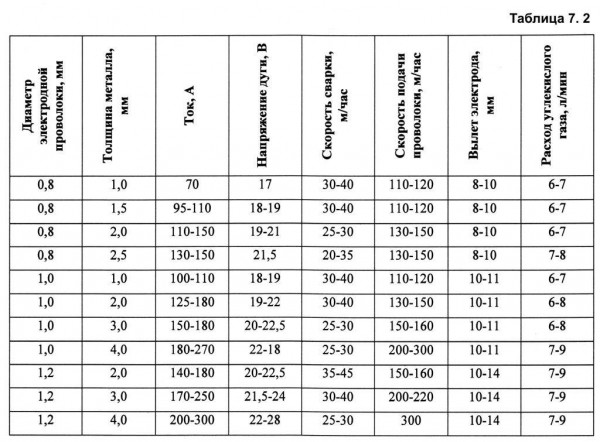
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил
При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм
Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва
Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором
Каким должен быть сварочный ток на самом деле
Сварочный ток — это один из самых важных параметров сварки. В предыдущей статье я рассказывал о том, что в большинстве случаев, реальный ток сварки не соответствует значениям указанным на сварочном аппарате. Если вы её не читали, то прочитайте — для этого перейдите по этой ссылке. А сейчас я расскажу, как быть в такой ситуации. Собственно, эту проблему можно решить с помощью «железа», а можно — за счёт собственной квалификации.
«По этой теме могу предложить включить в цепь: вывод «+» инвертора — электрододержатель — свариваемая деталь — масса, дополнительный амперметр цифровой или аналоговый с шунтом 200-300 А. Желательно конечно, чтобы шунт и прибор уместились в корпус сварочника. Однако, некоторые мастера делают измеритель отдельным блоком и используют по мере необходимости. Преимущества очевидны! Вы будете видеть реальный ток в цепи: держатель-деталь-масса, любой не надежный контакт в этой цепи сделает этот ток заметно меньше… Недостаток напряжения сети тоже покажет уменьшение сварочного тока у любых аппаратов, кроме профессиональных некоторых дорогих и надежных фирм. Подбор тока сварки и в этом случае придется осуществлять опытным путем, но зато не «вслепую», а глядя на амперметр реального тока.»
Вот такое было сообщение, а я могу только добавить, что единственная в этом случае проблема, что во время сварки вам нужно будет следить за ходом сварки, а чтобы узнать значения амперметра нужно будет что-то придумывать — например, обратиться к помощнику. В остальном же этот способ действительно позволяет узнать реальный ток сварки.
Как сварочный ток подбирает опытный сварщик
Как я сказал ранее, проблему ложных сведений о сварочном токе можно также решить за счёт своей квалификации в области электросварки. Это означает, что можно и нужно научиться определять и подбирать оптимальный сварочный ток на основе сенсорно-очевидных явлений, происходящих в процессе сварки. Как это?
Дело в том, что физические и химические процессы, протекающие во время сварки, выглядят определённым образом и порождают определённые звуки. Вы можете наблюдать и анализировать интенсивность горения дуги, область расплавления, текучесть и скорость застывания жидкого металла, процесс плавления электродного покрытия, величину выпуклости получающегося сварного шва, лёгкость возбуждения и стабильность горения сварочной дуги и другие явления. К звуковому сопровождению сварки, в первую очередь, относятся шипение и потрескивание.
Так вот, правильный и оптимальный процесс сварки определённым образом выглядит и звучит. И зная эти вид и звук, вы можете без всяких индикаторов подобрать правильный сварочный ток экспериментально.
О заниженном сварочном токе говорят:
- затруднённое возбуждение сварочной дуги,
- нестабильное горение дуги,
- быстрое застывание металла,
- малая сварочная ванна,
- чрезмерная выпуклость сварного шва,
- другие признаки.
Признаками завышенного сварочного тока являются:
- сильное разбрызгивание жидкого металла,
- малая выпуклость сварного шва или её полное отсутствие (вплоть до впадины),
- быстрое сгорание электрода,
- сильное шипение,
- другие признаки.
ОЧЕНЬ ВАЖНО понимать, что каждое из этих явлений может происходить и по другим причинам. Например, нестабильно горение дуги может быть в результате сырого или дефектного электродного покрытия, а чрезмерная выпуклость сварного шва — в результате неправильного (слишком большого) наклона электрода
И только совокупность многих факторов может указывать на завышенное или заниженное значение сварочного тока.
Таким образом, для того, чтобы научиться экспериментально подбирать сварочный ток, нужно практиковаться, внимательно следить за внешним видом и звучанием процесса сварки, анализировать их и сравнивать полученные результаты. Через некоторое время у вас появится определённый опыт, и индикация сварочного тока на аппарате вам будет нужна лишь в качестве некой отправной точки для подбора оптимального режима сварки. Именно так и поступают опытные профессиональные сварщики — пробная сварка на токе, установленном по индикатору, а затем подбор тока на основе собственного опыта и полученных при пробной сварке результатов.
В качестве примера вы можете посмотреть на процесс сварки с различными сварочными токами в диапазоне от 90 до 110 Ампер.
Ещё по теме:
Видеокурсы:









