Самодельный токарный станок по металлу
Содержание:
- Неисправности токарного станка
- Особенности конструкции
- Как пользоваться?
- Устройство деревообрабатывающего токарного станка
- Фото и описание устройства
- Основные конструктивные особенности
- Классификация
- Применение ЧПУ
- Регулировка и ремонт
- Технические характеристики
- Основные параметры токарного станка
- Конструкция токарных мини-станков по металлу
- Как шабрить станину токарного станка — Станки, сварка, металлообработка
Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
Особенности конструкции
Вне зависимости от специализации, автоматизации и назначения токарных станков, у всех, у них присутствуют одни и те же составные узлы и элементы, что делает их конструкцию во многом универсальной, а узлы — взаимозаменяемыми:
Станина
Самая массивная часть станка. Она является базисной основой для установки на ней всех прочих узлов. В задачи станины входит:
- обеспечение жесткости всей станочной конструкции в целом;
- сосредоточение на себе и гашение всех возникающих вибраций.
Станина, как правило, отливается из чугуна и делается монолитной.
Впрочем, существуют варианты легкой станины из профилированных труб (квадратного сечения). Такие станки устанавливают на виброопоры.
Фартук
Это каретка, перемещающаяся по направляющим (при воздействии ходового винта), на которой жестко закреплен суппорт. Помимо автоматизированного движения фартук может быть оборудован и ручным приводом.
Шпиндельная бабка
Иное ее название – передняя бабка. Это часть станка, в которой расположена коробка скоростей и где крепится главный вал со шпинделем (отсюда и название), в котором крепится заготовка.
Суппорт
Это конструкционный элемент токарного станка, располагающийся на фартуке. На суппорте, в свою очередь, расположены резцедержатели, где и укрепляется режущий инструмент. Обычно говорят о поперечном или продольном перемещении не резца или фартука (соответственно), а именно суппорта.
Коробка скоростей
Конструкционно она размещается в передней бабке. На переднюю панель выведены ручки переключателей скоростей. Если станок не оборудован бесступенчатым приводом, то для изменения передачи (то есть, частоты вращения заготовки и усилия на валу) требуется сначала выключить станок и дождаться остановки главного вала.
Электрическая часть
Данный элемент конструкции включает в себя тяговый электродвигатель, а также прочее электрооборудование, с помощью которого производится управление станком.
Как пользоваться?
Перед тем, как дать краткий экскурс в особенности использования токарных станков, обязательно необходимо напомнить выполнении правил техники безопасности при работе с этим оборудованием:
- Одежда и обувь работника должны закрывать все тело, оставляя открытыми только кисти, шею и голову, одежда в идеале не должна быть прилегающей или свободной — этот комплекс мер защитит как от мелкой стружки, летящей во время работы, так и от серьезных травм, которые могут возникнуть при затягивании одежды в подвижные элементы станка.
- Необходимо использовать защитные очки и стоять на деревянном настиле во избежание поражения током во время работы на оборудовании.
- Категорически необходимо всегда использовать защитный кожух станка, который закроет зону вращения закрепленной детали.

Токарные станки, в большинстве своем, достаточно просты в освоении, поэтому как под руководством опытных мастеров, так и с помощью обучающих роликов в сети можно познать азы их использования и сделать первые шаги в этой сфере.
Примитивно, принцип работы на станке (для примера берем токарно-винторезный) выглядит следующим образом:
- работник становится перед станком;
- размещает заготовку между двумя окончаниями ходового вала;
- включает станок;
- плавно и медленно перемещает резец, выполняя обработку;
- выключает станок по завершению работы.
Более детальные инструкции, конечно, лучше получать под контролем опытных коллег, поскольку даже видеоролики пока еще не умеют отвечать на заданные вопросы, возникающие в процессе работы на станках.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Фото и описание устройства
Несложная конструкция оборудования позволяет быстро освоиться с технологическим процессом обработки металлических изделий даже начинающему токарю.





Общий вид
Основа выполнена из литого чугуна, с помощью винтовых отверстий станок крепится к столешнице. В центре стола расположен ящик для хранения всевозможных инструментов и приспособлений.
Правая коробка предназначена для хранения резцов и шестерней.
Внутри левой коробки расположен привод, состоящий из двигателя, промежуточного вала и двух передач. Промежуточный вал регулирует степень натяжения ремня эксцентриковым устройством, вращающий главный вал. Тот, в свою очередь, вместе с двигателем, оснащены ступенчатыми шкивами, обеспечивающими вращение шкива на шести разных скоростях.
Резцедержка передвигается благодаря ходовому винту и гайке, установленных в переднем отсеке рабочего основания.
Чертеж
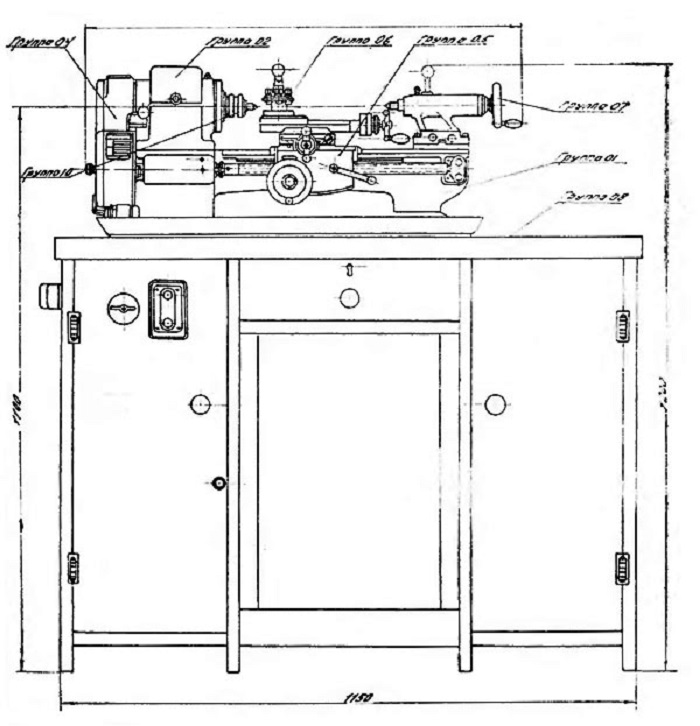
- станина;
- передняя бабка;
- привод станка;
- механизм подач;
- фартук;
- суппорт;
- задняя бабка;
- стол;
- электрооборудование;
- принадлежности и инструмент.
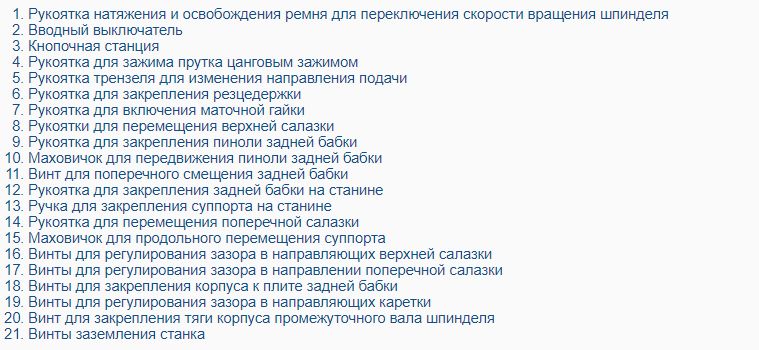
Расположение органов управления
В список основных органов управления станком включены следующие механизмы:
- выключатель;
- рукоять, изменяющая частоту вращения шпинделя;
- рукоять, меняющая направление подачи;
- кнопочный модуль;
- рычаг, закрепляющая головку резца;
- рычаг запуска маточной гайки;
- рычаг перемещения верхних салазок;
- рычаг перемещения поперечных салазок;
- рукоятка, закрепляющая положение пиноли задней бабки;
- маховик осевого движения пиноли задней бабки;
- маховик продольного движения суппорта.
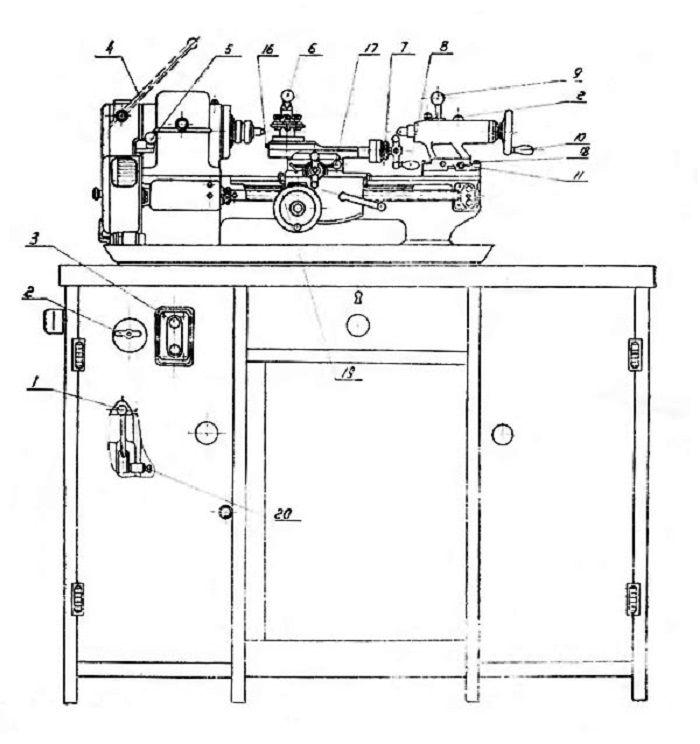
Кнопочная станция и переключатель скорости вращения шпинделя размещены на лицевой поверхности стола, остальные, непосредственно, на самом агрегате.
Шпиндельная бабка
Передняя бабка состоит из корпуса, металлического удила и вала с трехступенчатым шкивом. Основной задачей является вращение рабочего кардана, соединенного с радиально-упорным подшипником, установленным в передней части вала.
Основной вал также имеет шкив, обеспечивающий заданную скорость вращения электродвигателем. С помощью трензеля предусмотрено обратное вращение вала.
Два конусообразных подшипника удерживают шпиндель и шкив. Меняя расположение подшипника с помощью гайки, регулируется зазор между ним и шпиндельным узлом.
Устройство переключения скоростей и подач
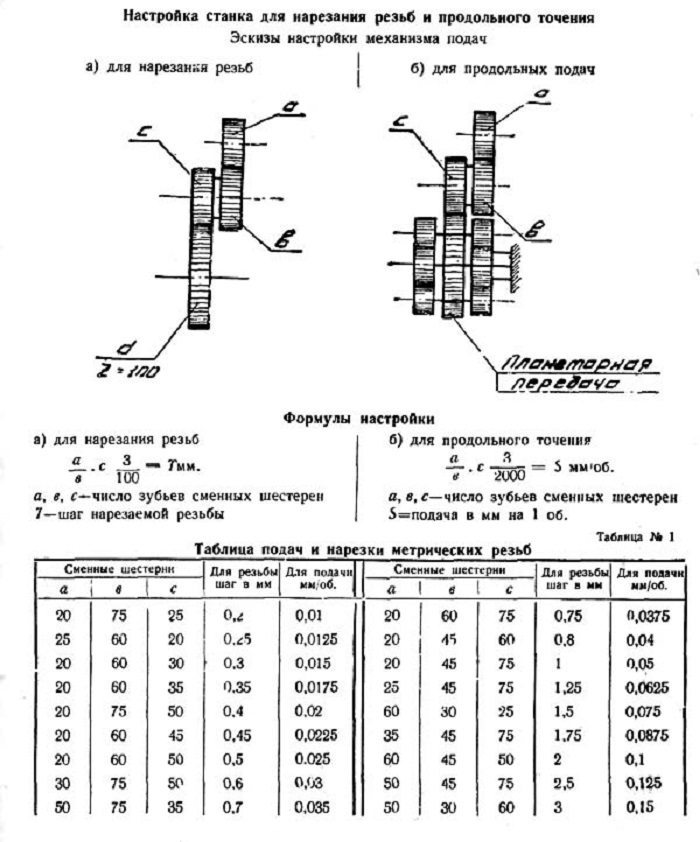
В ТВ-16 коробка переключения скоростей и подач отсутствует. Скорость шпинделя регулируется сменой ремней между зазорами шкивов, получая таким образом, один из 6 режимов. Меняя шестерни в гитаре, управляют шагом нарезаемой резьбы или скоростью подачи.
Зубчатый узел расположен в закрытой коробке, на дверце которой установлен выключатель, останавливающий, в целях безопасности, работу оборудования в случае открывания двери во время рабочего процесса.
Фартук
Фартук, управляемый рукоятью на корпусе, приводит в движение суппортный ход. Каретка специальными винтами прикреплена к фартуку устройства.
Разъемную гайку, расположенной в фартуке, приводит в движение рукоять. При включенной гайке резцедержатель подается ходовым винтом. При выключенной — выполняется вручную, вращая маховик.
Суппорт
Суппорт отвечает за фиксацию и передвижение режущих инструментов по наклонному, продольному и поперечному направлениях. Узел включает в себя резцедержку, каретку и салазки.
Каретка движется параллельно станине по направляющим, на ней установлены все составляющие суппорта. Ходовой винт и шестерни с рейкой обеспечивают продольное движение суппорта.
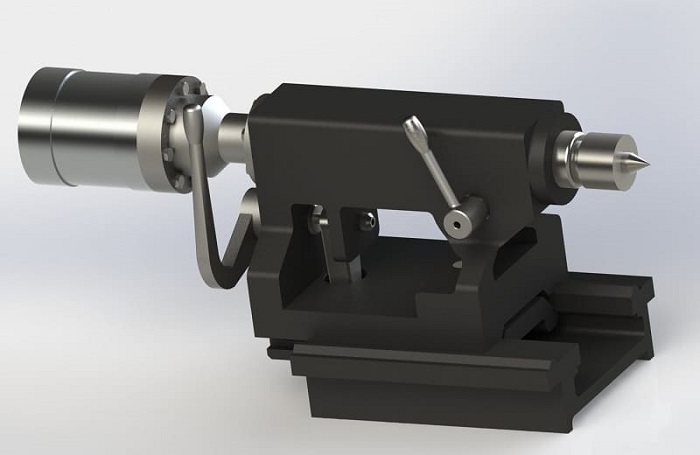
Задняя бабка
Задняя бабка с шестиугольными направляющими обеспечивает правильное расположение длинных деталей при перемещении по станине. Выполняет роль дополнительной опоры, фиксируется пазовым болтом.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.

В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.

Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.

Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.

Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.

На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.

Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Классификация
Токарно-карусельные станки могут разделяться по некоторым признакам.
По назначению
Назначение аппаратов может быть различным: универсальные станки предназначены для выполнения многих операций, специальные — имеют более узкую направленность.
Универсальный
Универсальные токарные станки обыкновенно имеют одну стойку. Модели универсальных станков имеют свои размеры. Они определяются диаметром заготовки. На универсальной модели можно выполнять практически любые токарные операции.
СПРАВКА! Каждая последующая модель станка позволяет установить заготовку размером в 1,26 раза больше предыдущей. Соответственно, диаметры заготовок могу быть 800, 1000, 1250, 1600 мм и так далее. Таким же образом, в геометрической прогрессии, возрастает и высота заготовки.
Специализированные
Специализированные токарные станки изготавливаются на базе универсальных, но отличаются в следующем:
- увеличение или уменьшение высоты обработки;
- количество и конструкция суппортов;
- дополнительные приводные головки;
- устройства для изготовления специальных работ.
Все больше таких станков оборудованы системами ЧПУ.
По количеству точек опирания
Также станки карусельной группы можно различать по количеству точек опоры. Они могут иметь одну или две стойки.
Одностоечные
Станок с одной стойкой чаще имеет числовое ПУ. На вариантах с одной стойкой отделываются детали диаметром не более 150 см. Также на них обрабатываются конические поверхности. Одностоечные модели имеют вспомогательный боковой суппорт, оснащенный универсальным держателем.

Двухстоечные
Две стойки повышают устойчивость и жесткость конструкции, поэтому на таких станках обрабатывают очень тяжелые детали больших размеров. Между двумя стойками имеется портал, по которому перемещается поперечина с двумя суппортами.
По количеству суппортов
Различие станков определяется наличием суппортов. Модель может иметь один или несколько этих элементов. От этого зависит, какой обработке будут подвергаться детали.
С одним
В зависимости от вида обработки аппарат может оснащаться одним или несколькими суппортами. Вариант с одним суппортом обладает более узкой специализацией.
С несколькими
Возможность обработки деталей значительно расширяется с применением нескольких суппортов.
По типу шпендельной головки
Оборудование может отличаться типом шпендельной головки: от этого зависит количество режущих инструментов, возможность обрабатывания деталей.
С револьверной
Современные устройства получают все большее распространение. Появление револьверной головки дало возможность применения нескольких резцов. Вращение револьверной головки может быть как горизонтальным, так и вертикальным. Режущие инструменты устанавливаются поочередно в головку и последовательно вводятся в работу.
По типу управления рабочими движениями
Тип управления станка очень важен. При ручном управлении оператор должен быть очень внимательным, тогда как применение числового программного управления практически исключает присутствие человека.
ЧПУ
Но все более становятся распространенными станки с ЧПУ. На них возможно применение большего числа операций, высокая скорость и наилучшая точность обработки.

Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.

Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Технические характеристики
Согласно паспорту, ТВ-16 малогабаритное изделие, которому характерны следующие характеристики, позволяющие использовать агрегат в небольшой мастерской.

Основные параметры
- максимальный диаметр детали дискового типа — 1,6 см;
- максимальный диаметр обрабатываемой детали — 0,9 см;
- максимальная длина обрабатываемой детали — 2,5 см;
- промежуток между центрами — 25 см;
- высота центров — 8,5 см;
- максимальная высота проточки — 25 см.
Шпиндель
Установка токарного патрона на шпиндель требует наличия промежуточного фланца.
Параметры шпинделя:
- размер переднего края — М 3,9*0,4 см;
- инструментальный конус вала — 3;
- диаметр патрона — 10 см;
- диаметр отверстия в шпинделе — 1,8 см;
- параметры оборотов оси в минуту (6 ступеней) — 160, 250, 400, 630, 1000, 1600;
- максимальный диаметр прутка — 1,7 см;
- приостановление — отсутствует;
- реверс — по двум направлениям.

Суппорт и подачи
Возможность поворота четырехгранной резцедержки составляет 360 градусов с закреплением поворота, с помощью центральной рукоятки, на 45 градусов.
- осевое передвижение на одно деление лимба — 0,5 мм:
- поперечное передвижение на одно деление лимба — 0,05 мм:
- осевое перемещение на один оборот лимба — 32 мм;
- поперечное передвижение на один оборот лимба — 1,5 мм;
- количество резцов в держателе — 4;
- максимальное осевое перемещение – 2,6 см;
- максимальное поперечное перемещение – 10 см.
Резцовые салазки
Поперечные салазки движутся перпендикулярно оси станка, по направляющим расположенным вверху каретки. Верхние вместе с резцедержателем — по направляющим поворотной окружности, установленных на поперечных салазках.
Движение обеих салазок происходит в ручном режиме гайками и винтами.
- продольное перемещение лимба за один оборот — 3,2 см;
- поперечное перемещение лимба за один оборот — 0,15 см;
- максимальный угол поворота — 60 градусов;
- величина одного деления шкалы поворота — 1 градус;
- максимальная длина смещения — 1 см;
- передвижение на одно деление лимба — 0,05 мм;
- передвижение на один оборот лимба – 1,5 мм.
Задняя бабка
- максимальное смещение пиноли — 0,65 см;
- погрешность поперечного сдвижения задней бабки ± 0,5 см;
- погрешность поперечного сдвижения на 1 деление — отсутствует;
- конус Морзе — 1;
- максимальное смещение пиноли — 6,5 см;
- величина одного деления смещения пиноли: линейка 1 мм, пиноль — 0,5 мм.
Электрооборудование
Узел электрооборудования состоит из нескольких, совместно работающих механизмов для включения, выключения устройства. А также обеспечения безопасности при замыканиях и перепадах напряжения в сети, блокировки в экстренных случаях и заземления станка.
Включает в себя: пакетный переключатель реверсивного типа, подключающий станок в сеть, предохранитель, магнитный пускатель, запускающий и останавливающий агрегат, и клавиша «Стоп».
- мощность двигателя — 0,4 кВт;
- напряжение сети — 220–380 В.
Основные параметры токарного станка
Как выбрать токарный станок? Есть важные характеристики, на которые следует обратить внимание

Первый параметр – это расстояние между центрами передней и задней бабки (РМЦ). От него зависит наибольшая длина детали, которую можно обрабатывать на данном станке. Ось вращения между центрами является основной осью станка.

Второй параметр – максимальный диаметр обработки над станиной, измеряемый в миллиметрах. По нему определяют максимальный диаметр детали, которую можно установить в станок.

Как шпиндель, так и пиноль задней бабки должны быть хорошо отцентрованы и вращаться ровно, с минимальным биением
Для маленького домашнего станка это особенно важно

Станина должна быть устойчивой и прочной, тогда вибрации, возникающие при работе станка, будут сведены к минимуму, и можно будет качественно обрабатывать на нем детали.

Хорошие станки оснащены коробкой передач на несколько скоростей (чаще всего – на две).
Некоторые станки имеют переключатель реверса. Реверс – это возможность менять направление движения резца. Такая функция бывает полезной во многих случаях.

Заглянув в инструкцию по эксплуатации токарного станка, предназначенного для работ по металлу, можно найти и другие технические характеристики:

Габариты (длина, ширина) и масса (в килограммах). Как правило, длина станков, которые можно поставить в своей домашней мастерской, не превышает 170 сантиметров, а ширина – 60 сантиметров. Весят «домашние» станки максимум 200 килограммов.

Мощность привода в киловаттах (до 0,6 кВт). Питающее напряжение в вольтах (В) и тип подключения к сети. К сожалению, не все станки работают от обычной трехфазной сети переменного тока.

Включение станка – осуществляется с помощью кнопки, а у некоторых моделей – с помощью реостата.

Число оборотов. У односкоростных станков оно варьируется от 0 до 1500 оборотов в минуту. У двухскоростных – 0-500 об/мин на первой скорости, и 0-2500 об/мин на второй скорости.
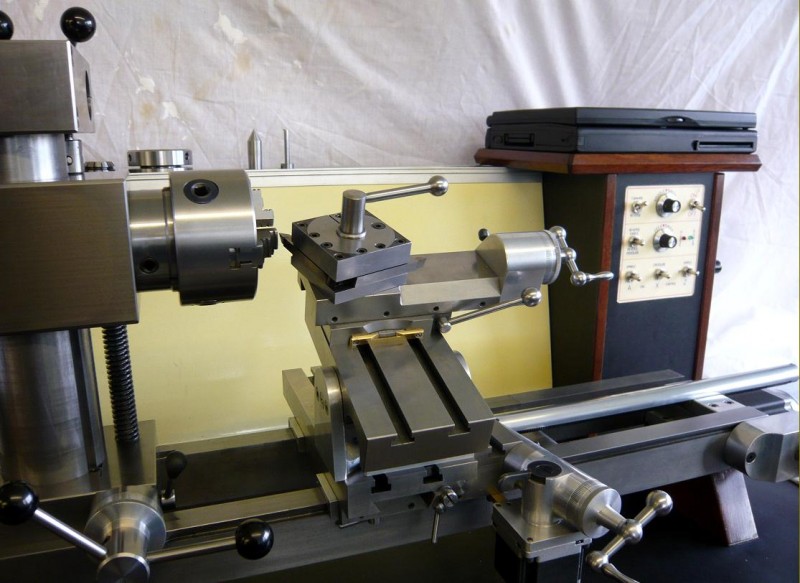
Конструкция токарных мини-станков по металлу

Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом.
Как шабрить станину токарного станка — Станки, сварка, металлообработка

В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами.
Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию.
Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность.
Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала).
Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарные станки после капитального ремонта: восстановление и эксплуатация
В тех ситуациях, когда токарное оборудование вышло из строя, совершенно не обязательно приобретать новый дорогостоящий агрегат.
После грамотного ремонта токарные станки вновь будут в состоянии качественно и эффективно выполнять все технологические операции по обработке металла.
Прежде чем разбираться в таком процессе, как ремонт токарного станка, необходимо вспомнить, что собой представляет токарная обработка и как устроено оборудование для ее осуществления.
Далеко не всегда есть возможность покупать новое оборудование. Выход один — ремонт









