Холодная ковка своими руками
Содержание:
- Интересно о ковке металла
- Основы технологии обработки металла
- Разновидности и назначение станков для ковки
- Станок для холодной ковки своими руками
- Изделия из холодной ковки
- Изготовление сварного забора из профильной трубы своими руками
- Преимущества и недостатки профильной трубы
- Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
- Зачем применяют холодную ковку и какие изделия производят
- Базовые инструменты для холодной ковки в домашних условиях
- Нож, выкованный вручную
- Элементы
Интересно о ковке металла
Интересный факт, одна из самых распространенных фамилий в мире произошла от кузнечного дела. Это Кузнецов в России, во Франции – Ферран, в Британии – Смит. Это говорит о распространенности этого ремесла по всему миру.

Кузнечное дело
Основой слова коварство, является глагол ковать. Дело в том, что многие народы и племена считали кузнечное дело малопонятным и покрытым тайной. Коварь (кузнец) изготавливает ковы, вяжет путы, так со временем существительное коварство обозначало мудрость, навыки, умение. Со временем, оно стало означать злобные планы и умыслы. Одновременно появились и словосочетания ковать свое счастье и ковать свою судьбу, носящие позитивный смысл.
Во время массовой унификации производства и применения такого оборудования, как прокатное, штамповочное, использование компьютерного управления практически вытеснило кузнечное дело из тяжелой индустрии, но оно осталось и пользуется популярностью и дизайнеров и специалистов по проектированию интерьеров. Современные кузнецы изготавливают продукцию, которая применяется при создании ограждений, лестниц, архитектурного оформления зданий и пр.
Но наш век, привел к тому, что проектирование кованых изделий выполняют на специальных конструкторских 3D программах, предназначенных для разработки деталей различного назначения.
Свободную ковку применяют ко множеству металлов. С помощью этой операции выполняют и предметы обихода, и предметы, представляющие собой художественную ценность. Кстати, этот способ обработки металла применяют и в ювелирном деле. В самом деле, самый ковкий металл – это золото. Оно обладает пластичностью, текучестью, тягучестью и многими другими свойствами, позволяющие получать из него бесценные изделия.

Ковка ювелирных изделий
Основы технологии обработки металла
Получение готового элемента забора или подставки под кашпо в цветник включает в себя несколько последовательных технологических процессов. Самый главный, из которых придание заготовке из проката необходимую форму. Холодная ковка металла использует следующие виды обработки:
- гибка;
- штамповка;
- скручивание;
- ковка;
- прокат.
Применяемые приёмы и способы обработки зависят от формы и вида металлопроката
И здесь необходимо обратить внимание на то, чем отличается горячая ковка от технологии холодной обработки металла. При нагреве заготовки происходит изменение структуры металла, он становится пластичнее, так, появляется возможность придать заготовке нужную форму, приложив немного усилий
При холодной ковке, металл не нагревается, и его структура остаётся прежней. В этом случае приходится прикладывать больше усилий для получения детали нужной формы. Дело в том, что при гибке или скручивании сопротивление поверхностного слоя металла усиливается жёсткостью формы заготовки. А сердцевина, обладающая высокой вязкостью, принимает форму только после преодоления сил сопротивления поверхностных слоёв.

Станок гнутик для изготовления завитковИсточник ytimg.com
Поэтому, чтобы получить определённые виды ковки обычным молотком не обойтись. Для успешной работы необходимы специальные устройства и приспособления. Особенность технологии заключается в том, что для получения одной формы используется один вид инструмента.
Любое приспособление для холодной ковки это специальный инструмент:
- гибка профиля и полосы в завиток осуществляется на станке-улитке;
- штамповка, при изготовлении лепестков или розеток, использует пресс и пуансоны;
- скручивание полосы, квадрата, трубы выполняется на торсионе;
- ковка или расклёпывание делается на наковальне или при помощи гидравлического пресса;
- для проката используются вальцы разного профиля и диаметра.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Станок для холодной ковки своими руками
Станки для ковки доступны любому человеку без специальных навыков и дорогих материалов. Ниже будет описано как сделать различные кузнечные приспособления из подручных средств дома или маленьком помещении, например: гараже, подвальном помещении.
Станки для ковки металла (Фото: Instagram / stanki_kovka_metalla)
Проектирование станка холодной ковки: подготовительные работы
Перед сборкой механизмов для производства металлических изделий нужно подготовить чертеж, на котором будет изображен станок, с ключевыми узлами. Также на чертеже указываются крепления и вписываются размеры. Найти готовый набросок оборудования можно в глобальной сети.
Как собрать торсионный станок для холодной ковки
Самодельный торсионный станок значительно облегчит труд кузнеца, и сэкономит деньги. Сборка конструкции состоит из нескольких последовательных этапов:
- В первую очередь, нужно изготовить массивную станину из металла.
- На поверхности с помощью сварки каркаса закрепляется швеллер.
- Поверх швеллера на одном из его концов требуется установить тиски. Они предназначены для зажима прутьев.
- На противоположную часть швеллера, необходимо закрепить зажим на подвижных роликах. Сам зажим можно сделать из металлической втулки. В ней должны быть отверстия, в которые вставляются зажимные болты.
- После закрепления втулки на роликах, на нее навариваются ручки, чтобы мастер мог крутить ее, закручивая прутья.
Втулка и тиски должны располагаться в один уровень.
Как сделать станок гнутик для холодной ковки
Является простейшим домашним самодельным станком. Изготовить конструкцию для сгибания заготовок можно из двух металлических валов, литой пластины и упорного механизма. Валы фиксируются по двум сторонам стальной пластины. Меду ними должно быть прямоугольное отверстие. В нем закрепляется подвижный упор. Он нужен, чтобы мастер мог выбирать угол при изгибании заготовок. При сборке гнутика используют детали из инструментальной стали.
Станок улитка для холодной ковки своими руками: варианты исполнения
Существуют разные варианты создания витков для обработки металлических прутьев. Три популярных способа:
- На металлическом столе рисуется улитка нужной формы и размера. Для готового рисунка, нужно вырезать металлические пластинки разной толщины, повторяющие форму улитки. После их закрепления на нарисованном контуре, приспособление готово к работе.
- Съемная конструкция со множеством болтов. Изготавливается из круглой металлической плиты. В ней делаются отверстия с резьбой, под закрепление болтов. С их помощью можно изменять радиус, по которому будут изгибаться заготовки. Также благодаря наличию отверстий можно закреплять виток на любом рабочем столе.
- Более продвинутая конструкция. Улитка для холодной ковки создается своими руками из набора заранее изготовленных каркасов. Они имеют разный радиус, по которому будут сгибаться заготовки. Остается сделать устойчивую рабочую поверхность и при работе закреплять подготовленные каркасы улиток на ней.
После сборки любого из представленных вариантов, нужно проверить самодельное приспособление на черновых заготовках.
Как сделать улитку
Ручные станки для холодной ковки заслужили уважение среди кузнецов. Виток позволяет производить завитки с маленьким ядром, крученные ограждения и каркасы для садовой мебели. Простой способ сборки улитки:
- На металлической пластине требуется нарисовать контур будущих изгибов.
- На него, с помощью сварочного аппарата, закрепляется толстолистовой металл, выдерживающий большие нагрузки.
- Рядом со станком устанавливаются тиски для зажима одной стороны заготовки.
Готовый каркас крепится на подвижном валу, а сверху закрепляются ручки. Они позволяют кузнецу вращать улитку.
Любой человек может изготовить приспособления, чтобы было проще работать с металлами, собственноручно. Для его сборки не требуется практических навыков или дорогих материалов. Разместить ручной станок можно в подвале или гараже.
Изделия из холодной ковки
По сути, это — изгибания и скручивания металлических изделий без их нагрева в кузнечной печи. Для этого используют различные станки, отличающиеся между собой размерами и предназначением.

На них можно посредством холодной ковки (изгибов, перегибов, скручиваний) сотворить всё что угодно с металлическим прутом, арматурой, полосой, трубой, произвести различные предметы декора.

В частности, посредством художественной ковки можно сделать:
- Оградки;
- Украсить причудливым орнаментом жилые помещения;
- Нанести витые узоры на ворота;
- Оградить металлической вязью лестницы и балконы;
- Сделать спинки и подлокотники для стульев, кресел, садовых скамеек;
- Украсить беседки и уличные фонари;
- Изготовить различные решетки.

Изготовление сварного забора из профильной трубы своими руками
Пошаговый процесс установки ограды начинают с разработки проекта. Кроме самой изгороди в нем указывают размеры ворот и калитки, если их придется делать своими руками. По чертежу определяют, сколько материала нужно для сварки забора из профильной трубы.
Выбираем профтрубы
Прочность сварного ограждения во многом зависит от правильного выбора материала. Для строительства забора необходимо запастись:
- профильной трубой сечением 200×200×6 — 8 мм для столбов под ворота;
- размером 100×100×5 — 6 мм для промежуточных опор;
- профилем 40×40 или 50×50 с толщиной стенки 3 мм для ненесущих стоек, устанавливаемых по вертикали;
- трубами сечением 25×25 или 30×30 со стенкой 3 мм, из которых делают горизонтальные лаги;
- профилем 10×10×1,5 — 2 мм для декоративного оформления пространства между опорами.
Делаем чертеж
Проект разрабатывают самостоятельно или берут готовый из свободного доступа в сети, адаптируя его к своим условиям. На чертеже отмечают размеры всего сварного забора с учетом рельефа и отдельных частей. Указывают длину и сечение профильных труб, глубину закладки фундамента и опор.
Поскольку секции одинаковы, достаточно сделать эскиз только одной. Если размеры крайних модулей отличаются от остальных, для них составляют отдельный чертеж. Внешний вид, размеры ворот и калитки с опорами для них указываются также отдельно.
Сделать эскиз можно самостоятельно или взять готовый из интернета и подогнать под свои условия
Сварка секций
Чтобы сварить каркас для каждой секции, нужно:
- нарезать заготовки из профильных труб в соответствии с размерами на чертеже;
- абразивным инструментом удалить заусенцы с разрезов;
- обварить каркас по периметру, потом внутренние детали;
- приварить декоративные элементы или установить их на готовый забор перед окрашиванием;
- очистить сварные швы от шлака, затем зашлифовать вровень с металлом.
В такой же последовательности делают калитку и ворота из профильной трубы.
Монтаж фундамента и опорных столбов
В зависимости от веса ограждения и особенностей грунта фундамент делают столбчатым, ленточным, столбчато-ленточным. Разметку периметра забора выполняют в следующем порядке:
- по углам вбивают колышки;
- натягивают между ними шнур;
- по ширине секций отмечают колышками места установки опор с добавлением 2 см для креплений.
Под столбы выкапывают или пробуривают ямки размером на 10 см больше сечения профильных труб на глубину промерзания почвы. В зависимости от региона она бывает 0,8 — 1,5 м. На дно насыпают слой песчано-гравийной смеси толщиной 10 см. Вертикальное положение опор выставляется по отвесу и фиксируется распорками.
Под фундамент между столбами выкапывают траншею шириной 30 и глубиной 50 см. Опалубку устанавливают на 10 см выше уровня почвы. На дно насыпают подушку из песчано-гравийной смеси толщиной 20 см. В качестве арматуры на высоте 5 см от подушки укладывают строительную сетку, подкладывая кусочки кирпича. Полотна связывают между собой проволокой. На высоте 15 см от первого кладут второй слой сетки.
Траншею и ямы с выставленными столбами заливают бетоном без длительных перерывов. Чтобы в фундаменте не остались пустоты массу уплотняют вибратором. Дальнейшие работы выполняют через семь дней, когда бетон отвердеет.
Установка секций
Для крепления секций на опоры приваривают кронштейны. Монтаж забора выполняют на болтах диаметром 10 — 12 мм или сваркой. Отверстия в кронштейнах лучше просверливать по месту. Для упрощения выравнивания на секциях делают пазы длиной 3 диаметра болта. В последнюю очередь устанавливают калитку, ворота. Чтобы внутрь не попадала влага, торцы труб закрывают пластиковыми заглушками.
Антикоррозийная обработка
Чтобы металлический забор не ржавел, поверхность покрывают защитными составами:
- Битумную мастику наносят на участки столбов, погружаемых в почву.
- Битумным лаком защищают металл от коррозии и применяют в качестве грунтовки. Если цвет устраивает, оставляют как финишное покрытие.
- Окрашивание масляной краской обойдется недорого, но на жаре покрытие отслаивается. Поэтому лучше красить акриловыми эмалями, которые нечувствительны к высокой температуре и ультрафиолету.
Преимущества и недостатки профильной трубы
Профильные изделия отличаются от обычных сечением: прямоугольным или квадратным. Благодаря этому происходит более плотное прилегание к поверхности. Наличие четырех ребер жесткости делает изделия из профильной трубы более прочными и долговечными.
К преимуществам этого материала можно отнести:
- меньшая стоимость в сравнении со многими видами профильной арматуры;
- возможность применения для изготовления различных конструкций;
- благодаря квадратной и прямоугольной форме транспортировка и складирование становится легче и намного удобнее;
- высокие показатели прочности материала и стойкость его к деформации;
При большом сечении профтруб их использование и транспортировка обходятся дешевле, благодаря небольшому весу.
С помощью таких изделий можно соорудить здания с большими пролетами, что делает этот материал незаменимым для строительства складских и торговых помещений, теплиц, гаражей, спортивных сооружений.
Благодаря квадратной и прямоугольной форме металлические изделия будут выглядеть эстетично, и создается интересный дизайн конструкций, применяемых на приусадебном участке.
К основному недостатку относится склонность к коррозии, что существенно влияет на эксплуатационные качества профильных труб. Решением данной проблемы является их оцинкование.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
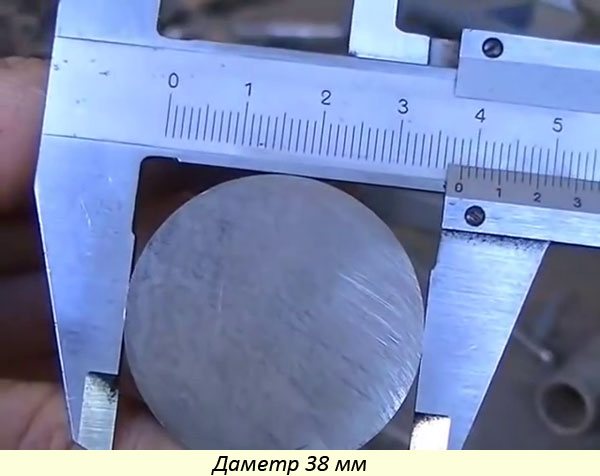
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.

Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.. Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом)
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
 Элементы холодной ковки можно использовать для украшения лестницы.
Элементы холодной ковки можно использовать для украшения лестницы.
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Нож, выкованный вручную
Запись прямой трансляции из «Кузницы Сварога», где ребята (кузнец и оператор) покажут, как выковать нож из плоского напильника, параллельно отвечая на вопросы зрителей. Кроме алгоритма работы, в видео дается следующая информация: какую печь экономнее использовать (на углях или на газу), как избежать окисления, до какого цвета нагревать напильник, сколько расходуется газа в горне, из чего состоит окалина, почему наковальня обматывается цепью, как эффективнее разгонять металл. Прежде чем приступить к основному, кузнец проведет вводную теоретическую часть: расскажет о высоте наковальни, приведет список необходимых инструментов, коснется понятия восстановительной и окислительной среды горна, техники безопасности.
Элементы
Посредством холодной ковки выпускаются также и элементы различных форм и размеров. Нередко для изготовления или декорирования предмета из металла требуется большое количество одинаковых деталей. В таких случаях холодный метод является лучшим решением.

Накладка, штамповка. Фото АртМеталл
Заготовкам посредством гибки и опрессовывания придается нужная форма. Подобные декоративные элементы, называемые штампованными, отличаются низкой стоимостью и типовым дизайном. Однако с их помощью возможно собирать (сваривать) интересные композиции, прекрасно дополняющие разные изделия.









