Маркировка наждачной бумаги: виды абразива, зернистость
Содержание:
- для чего какая +Фото и Таблица
- Необходимые инструменты
- Абразивы, применяемые для производства наждачной бумаги
- Виды зернистости наждачной бумаги
- Советы по обработке металла наждачкой
- Что такое наждачная бумага
- Что такое наждачная бумага?
- Заточка своими руками: способы, инструменты и алгоритм действий
- Обзор видов
- Зернистость наждачной бумаги
- Из каких материалов изготавливается основание
для чего какая +Фото и Таблица

Наждачная бумага: маркировка

Первой в маркировке в новом ГОСТ идет буква «Р», цифра за ней обозначает зернистость. Чем больше цифра, тем меньше зерно. Давайте разберемся поподробней.
- При черновых очень грубых работах применяют наждачную бумагу с маркировкой Р22; Р24; Р36;
- При грубом шлифовании берут Р40; Р46, Р60;
- При первичной зачистке применяют Р80 –Р120, а финальной Р150; Р180;
- При производстве шлифования твердых пород древа берут наждачную бумагу Р280; Р240;
- Перед покраской для полировки берут Р600; Р400;
- Пластик и керамику обрабатывают наждачной бумагой Р1000;
- При окончательной полировке берут Р1200; Р1500.

Чаще всего за основу берут бумагу, недостатком которой являйся быстрота изнашивания
Также не редкостью является наждачная бумага на тканевой основе. Она считается более износостойкой. Также на тканевой основе делают водостойкие варианты наждачной бумаги.
Наждачная бумага на комбинированной основе: бумага плюс ткань нужна, когда необходимо совместить износостойкость с большим усилием нажатия.
Вид абразива
 Электрокорунд. Жесткий вид абразива, обладает превосходной режущей способностью, устойчив к давлению. Изготавливают плавки в шихте.
Электрокорунд. Жесткий вид абразива, обладает превосходной режущей способностью, устойчив к давлению. Изготавливают плавки в шихте.
Карбид кремния. Состоит из острых и хрупких частиц которые крошатся под давлением и делятся на более мелкие. Подходит для шлифовки стекла, финишной металлообработки. Изготавливают из сплава крепнезема и графита.
Гранат. Очень хрупкий абразив. Применяют для шлифования дерева. На выходе позволяет получить идеально гладкую поверхность. Абразив естественного происхождения.
Принято делить наждачную бумагу по зернистости.
Зернистость показывает количество зерен абразива на дюйм2.
 Крупнозернистая с 12 по 80 номера, это грубый и крупный абразив. Применяется для черновых работ для придания формы, снятия верхнего слоя краски. Оставляет после себя глубокие борозды и требует дальнейшей обработки.
Крупнозернистая с 12 по 80 номера, это грубый и крупный абразив. Применяется для черновых работ для придания формы, снятия верхнего слоя краски. Оставляет после себя глубокие борозды и требует дальнейшей обработки.
Среднезернистая с 80 по 160 номера, абразив среднего размера. Применяют на промежуточных стадиях для сглаживания поверхностей после грубой обработки, либо при необходимости снятия небольшого слоя краски или лака. Также оставляет после себя неглубокие борозды.
Мелкозернистая с 160 по 4000 номера, мелкий абразив. Применяют для финишных работ при окончательной обработке изделий.
Формы выпуска наждачной бумаги

Наждачную бумагу выпускают различной формы. Можно особо выделить два вида:
Рулонная наждачная бумага производится на разных основах с разной зернистостью.
Однако существует еще множество форм:
Волокниста наждачная бумага — это сетчатый из нетканый материал, пропитанный абразивом очень гибкий по своей структуре. Используется для матирования изделий для подготовки к грунтованию и покраске.

Применяют для шлифовки и матирования различных материалов, однако наиболее применима для шлифовки после шпатлевания из-за сетчатой структуры пыль не забивает основание что значительно экономит материал.
Наждачная бумага в полосках имеет хорошую режущую способность и большой срок службы. Также имеет отверстия для отведения пыли.
Поролоновая наждачная бумага применяется для обработки крашеных и покрытых лаком покрытий чаще всего используется для обработки рифлёных поверхностей.
Производиться и водостойкая наждачная бумага.

Также выпускается масса наждачной бумаги под различное оборудование это и склейкой основой и ленточные.
Шлифовальные цветки используют для устранения маленьких дефектов. Форма цветка для того чтобы избежать появления рисок.
Шлифовальные ленты заправляются в различные шлифовальные машинки.

Это список направлений можно продолжать еще долго для использования наждачной бумаги.
Наждачная бумага, обозначенная «Л1» используется для шлифования мягких материалов. Наждачная бумага, обозначенная «Л2» используется для шлифования металлов. Наждачная бумага, обозначенная «М» обозначает ее влагостойкость предназначенная для влажной обработки преимущество ее заключается в том, что при обработке отсутствует пыль и поверхность становиться более гладкой. Наждачная бумага, обозначенная «П» не предназначена для влажной обработки.

Необходимые инструменты
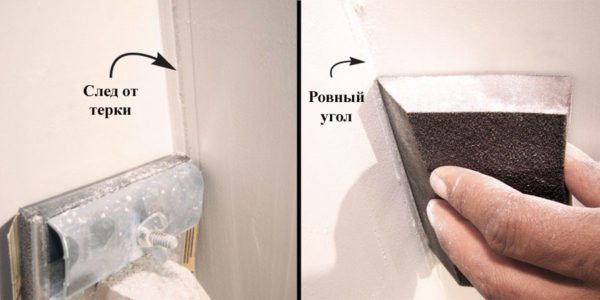
Чем шлифовать стены после шпаклевки? Для этого используются специальные инструменты для шлифования поверхностей. Чем шкурить стены после шпаклевки, чтобы сделать стену максимально ровной и гладкой:
Для ошкуривания чаще всего используют шлифовальный брусок. Такое приспособление действует как терка с ручной основой работы. Брусок оснащается наждачной бумагой или абразивной сеткой.
Шлифмашинкой лучше пользоваться, если затирку необходимо выполнить максимально быстро. Выбор устройства выбирается в зависимости от необходимой мощности – чем больше мощность, тем быстрее выполнится шлифование.
Чем шкурить шпаклевку становится совершенно понятно
Теперь важно определиться не с самим устройством, а со вспомогательными материалами. Поэтому возникает вопрос: какой наждачкой затирать шпаклевку и какая сетка для шлифовки шпаклевки нужна
Статья по теме: Чем шпаклевать стены в ванной под покраску
Какой шкуркой шкурить и какие преимущества здесь определяются:
Сетка для затирки шпаклевки. Является наиболее удобным вариантом, так как производится шлифование качественно и быстро, а главное без пыли. При этом не возникает засорение материала, сохраняется его высокая износоустойчивость. Шлифовальная сетка требует периодической смены при активной работе. Размеры и качество сетки можно определить перед покупкой.
Наждачная бумага для затирки шпаклевки. Является менее удачным вариантом, но достаточно эффективным. Лучше выбрать наждачную бумагу с зерном номер которого 60, 80, 100, а потом и номер 120. Брать материал лучше в небольшом количестве, так как следует проверить соответствие. Чаще всего подходит именно зерно номер 60. Используют для окончательной шлифовки стен наждачную бумагу с зерном номер 120.
Шлифовка шпаклевки не только требует специальных инструментов и приспособлений, но и выполняется в соответствии с определенной техникой
Важно выполнять обработку без использования грунтовки
На видео: чем шлифовать стену после шпаклевки.
Абразивы, применяемые для производства наждачной бумаги
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.

Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.

Такой способ маркировки применяют в некоторых странах постсоветского пространства
-
По старому стандарту
Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.

Таблица обозначения зернистости для разных стандартов: крупное зерно

Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Советы по обработке металла наждачкой
При зачистке и шлифовке стали и чугуна рекомендуют использовать наждачную бумагу с абразивным зерном из электрокорунда на водостойкой основе из жесткой или гибкой (в зависимости от задачи) хлопчатобумажной ткани. В общем случае подойдет наждачная бумага типа KK19XW с зернистостью, соответствующей типу обработки. Алюминий и его сплавы рекомендуют обрабатывать наждачкой на бумажной основе высокой плотности (220–270 г/м²) с зерном из электрокорунда, к примеру, такой, как KP13E. Сплавы меди имеют различную вязкость и хрупкость. И если для бронзы подойдет такая же наждачная бумага, что и для черных металлов, то более вязкую латунь шлифуют наждачкой с зернами из белого или циркониевого электрокорунда на хлопчатобумажной или полиэстеровой водостойкой основе. В силу физико-механических особенностей титана и его сплавов для их обработки используют наждачную бумагу с зернами из карбида кремния на тканевой водостойкой основе, например CK10XW, CX10YW и CX10RW.
Наждачная бумага представляет собой абразивный материал, нанесенный на тканевую или бумажную основу и является незаменимым помощником при широчайшем спектре работ домашнего мастера.
Давайте разберемся в символах, которыми производитель информирует нас о видах шлифовальной шкурки и допустимых областях её применения.
Что такое наждачная бумага
Наждак, шлифовальная шкурка (или просто шкурка), шлифшкурка, абразивная или наждачная бумага — это все названия одного и того же материала. Этот материал представляет собой абразив на гибкой основе для ручной или аппаратной обработки различных материалов. Есть наждак для металла, древесины, пластика, стекла. Применяют иногда и для обработки штукатурки и шпатлевки, но для этих целей удобнее может быть шлифовочная сетка. Она не так забивается.

Наждачная бумага, шлифовальная шкурка или бумага, наждак, шлифшкурка — это все об этом материале
Абразив для шкурки — это небольшие частицы жестких материалов разного размера. Эти частицы называют зернами, а их размер — зернистостью. Они приклеиваются на гибкую основу. Чаще встречается шлифовальная/абразивная шкурка на бумажной основе. Это самый дешевый вид, но не самый прочный. Тканевая основа более надежна, но может тянуться, что тоже не всегда удобно при работе. Наждак на полиэтиленовой основе — водостойкий шлифовальный материал. Это наиболее дорогой вид, но можно работать даже в воде. Для мокрой обработки также применяется наждак на водопрочной бумаге.

Применяют наждачную бумагу для обработки металла, древесины, пластика, стекла
Наждачную бумагу применяют для устранения неровностей и дефектов, для получения гладкой поверхности, шлифовки и полировки. Так что обработка наждаком может быть грубой или тонкой. Под грубой понимают устранение краски или ржавчины, заусенцев, первичное выравнивание поверхности. Для этой работы применяют материал с крупным (от 500 мкм до 1 мм и более) и средним (от 200 мкм до 500 мкм) зерном. Получение ровной и гладкой поверхности — шлифовка, полировка — это уже тонкая или финишная обработка. Для этого типа работ применяют шкурку с мелким зерном (менее 200 мкм).
Что такое наждачная бумага?
Наждачная бумага — это гибкий шлифовальный материал. Ее также называют шлифовальной, наждачной шкуркой или просто наждачкой. Изготовлена она из бумажной или тканевой основы и приклеенного на нее слоя абразивных зерен.

Обработав деревянную деталь наждачкой, вы сделаете ее гладкой и пригодной к окрашиванию.
Наждачка предназначена для обработки поверхностей из бетона, дерева, кирпича, металла, пластика, стекла и прочих поверхностей. С ее помощью можно:
- удалять старые покрытия (например, краску, лак) и их остатки;
- подготавливать основания под грунтовку и покраску;
- убирать сколы и заусенцы со срезов разных материалов;
- выравнивать, шлифовать, полировать поверхности.
Шкурка помогает выравнивать дефекты стен.
Абразивы для производства наждачки
Природный наждак — это смесь магнетита и корунда. Сейчас он при производстве абразивов практически не используется.

Карбида кремния в природе нет, и его приходится синтезировать.
- Карборунд (карбид кремния) и электрокорунд (оксид алюминия) — чаще всего используются для производства шлифовальной шкурки. Получают их искусственным путем.
- Боразон (эльбор), синтетический алмаз и гранат применяются реже.
Электрокорунд
Как правило, абразивный слой наждачки состоит из зерен электрокорунда — на фото.
Оксид алюминия наиболее распространенный абразив. Это твердые кристаллы, у которых на изломе есть острые грани:
- Синтезируют электрокорунд восстановительным плавлением шихты в дуговой печи. Сырье состоит из железных опилок, агломерата бокситов и малозольных углеродистых материалов.
- У оксида алюминия прекрасная режущая способность. Он может выдерживать высокое давление.
- Нередко в шихту при плавлении добавляются легирующие присадки. Они улучшают характеристики электрокорунда. Так, оксид хрома повышает прочность и абразивные качества материала. Оксид алюминия можно определить по рубиновому тону.
Карборунд

У зерен карборунда острые кромки — это делает их отличным абразивом.
- Карбид кремния получают, спекая графит и кремнезем в электрической печи Ачесона. Это кристаллы разной формы, грани у которых очень острые.
- Карборунд более твердый, чем электрокорунд. Но хрупкость у него выше.
- От давления в ходе шлифования кристаллы раскалываются. При этом создаются новые режущие кромки. Эта особенность карборунда сохраняет работоспособность наждачки долгое время и пресекает засорение абразивного слоя.
Эльбор и искусственный алмаз

Искусственные алмазы достаточно дорогие, поэтому для наждачки их используют редко.
У алмаза наивысшая твердость из всех известных веществ. Эльбор ему чуть проигрывает в твердости, в 3 раза превосходит по ней карборунд и в 4 раза электрокорунд. Зато эльбор по температурной стойкости превосходит алмаз.
Недостаток этих абразивов — их высокая цена. Поэтому для изготовления наждачной шкурки они используются редко.
Гранат

На фото — гранатовый песок, применяемый как абразив.
Гранат сравнительно мягкий минерал. Его твердость по шкале Мооса составляет 6,4-7,5 единиц. Поэтому абразив из граната используется для обработки мягких оснований и материалов. В большинстве случаев, это древесина.
Недостаток гранатовой шкурки — быстрое изнашивание.
Достоинство — у абразивного слоя одинаковая зернистость. Поэтому такая наждачка шлифует более гладко, чем материалы с иными абразивами.
Заточка своими руками: способы, инструменты и алгоритм действий
Если есть возможность заточить ножевую кромку в профессиональной мастерской, не стоит ею пренебрегать, так как у мастеров есть и опыт, и специальное оборудование. Но зачастую о необходимости затачивания вспоминают, когда мясное филе уже ждет перемалывания, а котлеты или голубцы должны быть готовы через час. Вот тут-то и пригодятся знания о том, как самому довести до ума ножи для мясорубки, если они затупились.
Самый простой метод – с использованием наждачной бумаги
Наждачка с мелкими зернами (Р80…120) всегда найдется в домашних условиях, ее частенько используют для чистки терок и режущих кромок ножниц, так почему бы ею не заточить нож для мясорубки? Благо, что сам процесс выполняется вручную и не требует никаких приспособлений.

Первым делом рассмотрим заточку ножа-резака:
- Расстелите новый лист наждачки подходящего размера на ровную плоскость (например, металлическую пластину или толстое оргстекло).
- Приложите нож для мясорубки к абразиву так, чтобы все режущие части лежали в одной плоскости.
- Своей рукой придавите резак и сделайте несколько круговых движений против часовой стрелки.
Теперь внимательно проверьте грани: зоны, к которым касался абразив, должны посветлеть, поскольку с них снялась окислившаяся пленка. Правильно, если вы продолжите обработку до тех пор, пока не исчезнут все темные участки, а заодно и кромочные зазубрины, и равномерно проступит основа.

Чтобы заточить нож-решетку, действуйте аналогичным образом. Здесь придется запастись терпением и временем, потому что придется шлифовать вручную площадь побольше, и требования к точности движений достаточно высокие. Впрочем, и с этой задачей вполне реально справиться, если соблюдать нехитрые правила:
- в начале процесса смочите решетку водой или подсолнечным маслом – заточить ее будет легче, так как на стали образуется дополнительная абразивная паста;
- для равномерного снятия металла по всей плоскости к шлифбумаге прижимайте центр ножа для мясорубки, а не края, используя для этого деревянный прижим;
- притирая нож-сетку к абразиву, сами немного проворачивайте его вокруг оси – так вы добьетесь хаотичного расположения микроцарапин.
В конце заточки соедините оба инструмента вместе, повращайте их один по другому и проконтролируйте степень прилегания. В идеале зазоры не должны превышать толщину человеческого волоса (0,05 мм), но добиться такой точности вручную сложно.

Впрочем, умельцы и здесь придумали выход. Чтобы правильно заточить крестовинный нож для мясорубки, они предлагают вырезать по диаметру ножа-решетки круг из наждачного полотна, приклеить его двухсторонним скотчем к решетке и, собрав конструкцию, вручную или на реверсе прокрутить шнек. Необязательно даже что-то вырезать и клеить своими руками – в хозяйственных магазинчиках можно найти мини-точила специальной формы.
Обработка кромок на абразивном камне в домашних условиях
Наждачное полотно подходит для затачивания слегка затупившихся лезвий. В запущенных случаях эффективнее использовать точильный брусок. Не пытайтесь своими руками заточить ножи для мясорубки старым точилом – запаситесь новым корундовым камнем диаметром 180 мм и зернистостью 40‒60 мкм (в дальнейшем его можно будет задействовать для этих же целей еще много раз).

Далее следуйте алгоритму:
- На одну из своих рук наденьте рабочие рукавицы, чтобы не пораниться в процессе.
- В эту руку возьмите нож-резак, а свободной крепко захватите точило.
- Смочите поверхности, которые будут стыковаться, и плотно прижмите их друг к другу.
С силой надавливая и вращая оба элемента, вы сможете вручную заточить грани ножа для мясорубки и края решетки, которые также выступают режущей поверхностью. По мере высыхания воды металл рекомендуется смачивать, чтобы его не перегревать.
Учтите, что сила понадобится недюжинная, поэтому самой женщине правильно выполнить эту операцию будет трудно. Гораздо проще вращать ножом по точилу. Для надежности под него следует положить отрез плотной ткани. Правда, таким способом не удастся заточить сильно затупленный нож.

Обзор видов
Устройство механизма держателя для наждачки не представляет особых сложностей. В зависимости от категории работ держатели можно поделить на несколько видов:
- для шлифовальной сетки – быстрая и легкая очистка поверхности, мало пыли при выполнении работ, длительный срок эксплуатации механизма;
- для ручной шлифовки – профиль поверхности обрабатывается без дополнительных приспособлений, на масштабном производстве используются держатели с изогнутой подошвой;
- для мягкой шлифовки – на брусок крепится мягкая губка или уплотнительный материал, например, поролон.
В зависимости от материалов и устройства конструкции можно выделить 4 самых распространенных вида терок и брусков.
Терка для шлифования. Материал – противоударный прочный пластик с обрезиненным покрытием. Устройство дополняется зажимом для лучшего крепления абразивной сетки.
Зернистость наждачной бумаги
Этот параметр абразивной бумаги отображает количество и размер частиц абразивного вещества, приходящихся на единицу площади, является основной характеристикой наждачки и определяет возможность её использования для тех или иных нужд.
А трудность в чем?
Сегодня в магазинах можно встретить шлифовальную бумагу помеченную как по российскому ГОСТУ так и стандартам других стран.
Путаница в том, что отечественная маркировка на шкурке может быть выполнена по новому ГОСТ от 2005 года (ориентирован на европейские стандарты) и по ГОСТу 80-х годов утвержденному ещё Министерством станкостроительной и инструментальной промышленности СССР.
Кроме того, не существует единения и среди мировых производителей. Собственного стандарта придерживается США и Канада, Европа и Турция, Япония, Китай.
Таблица зернистости, назначения и маркировки
| ГОСТ Р 52381-2005 (Россия) | ГОСТ 3647-80 (СССР) | Размер зерна (мкм) | Назначение |
| Крупнозернистые | |||
| P22 | 80-H | 800-1000 |
Черновая обработка |
| P24 | 63-H | 630-800 | |
| P36 | 50-H | 500-630 | |
| P40 | 40-H | 400-500 | Грубые работы по дереву |
| P46 | 32-H | 315-400 | |
| P60 | 25-H | 250-315 | |
| P80 | 20-H | 200-250 |
Первичная шлифовка Сглаживание поверхности Удаление небольших неровностей |
| P90 | 16-H | 160-200 | |
| P100 | 12-H | 125-160 | |
| P120 | 10-H | 100-125 | |
| P150 | 8-H | 80-100 |
Подготовка твердых сортов дерева к шлифовке Окончательная шлифовка мягких пород дерева Шлифовка старой краски под покраску |
| P180 | 6-H | 63-80 | |
| Мелкозернистые | |||
| P240 | 5-H,М63 | 50-63 |
Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями |
| P280 | 4-Н,М50 | 40-50 | |
| P400 | М40/Н-3 | 28-40 |
Полировка финальных покрытий Шлифовка перед покраской Мокрая шлифовка |
| P600 | М28/H-2 | 20-28 | |
| P1000 | М20/H-1 | 14-20 |
Шлифовка металла, пластиков, керамики Мокрая шлифовка |
| P1200 | М14 | 10-14 |
Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин |
| P1500 | М10/Н-0 | 7-10 | |
| P2000 | М7/Н-01 | 5-7 | |
| P2500 | М5/Н-00 | 3-5 |
Российская маркировка. ГОСТ старый и новый (ISO)
Первой всегда указывается буква «Р». Число после указывает зернистость.
Старый ГОСТ
Первой идет цифра указывающая на размер абразива. Далее идут индексы: П означает, что количество основной фракции абразивного зерна не менее 55%, индекс Н — не менее 45%, индекс Д — не менее 41%.
Для обозначения микрошлифпорошков в старом ГОСТ первой идет буква М. Цифра за ней — это размер зерен в мкм.
Вот так выглядит обратная сторона наждачки которую приобрел буквально вчера:
(Ниже выложил фотку с новой маркировкой)
Области применения абразивных шкурок в соответствии с типом зернистости.
1. Наждачка с крупным зерном (крупнозернистые — macrogrid)
-
Самые грубые работы. Снятие заусенцев, ржавчины. ( зерно 1000 мкм — 500 мкм)
Новый ГОСТ : P22, P24,P30, P36 (здесь и далее последовательность приведена в порядке уменьшения зерна, т.е. P22 — наибольшее зерно (1000 мкм), P36 — наименьшее (500 мкм))
Старый ГОСТ : 80-П, 63-П, 50-П (здесь и далее в порядке уменьшения зерна, т.е. 80 — наибольшее зерно (1000 мкм), 50 — наименьшее (500 мкм))
-
Грубые работы по древесине. Предварительная шлифовка различных поверхностей (500 — 250 мкм)
Новый ГОСТ: P40, P46,P54, P60
Старый ГОСТ: 40-П, 32-П, 25-П
-
Снятие слоя лака, краски или олифы. Устранение неровностей штукатурки. Промежуточная шлифовка (250 — 100 мкм)
Новый ГОСТ: P70, P80,P90, P100
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
-
Окончательное шлифование. (50 — 105 мкм)
Новый ГОСТ: P120, P150,P180, P220
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
2. Наждачка с мелким зерном (мелкозернистые — microgrid)
-
Тонкое шлифование (60 — 40 мкм)
Новый ГОСТ: P240, P280,P320, P360
Старый ГОСТ: 5-П, 4-П.
-
Полировка, «мокрое» шлифование (с применением смазочно — охлаждающих жидкостей). (40-20 мкм)
Новый ГОСТ: P400, P500,P600, P800
Старый ГОСТ: M40, M28, M20
-
Шлифовка металла, пластика, керамики. Отделочная обработка любых пород дерева, кожаных изделий. (20-14 мкм)
Новый ГОСТ: P1000, P1200
Старый ГОСТ: M20
-
Сверхтонкое шлифование, полирование коррозионно-стойких сталей, изготовление микрошлифов. (14-3 мкм)
Новый ГОСТ: P1500, P2000, P2500
Старый ГОСТ: M14, М10, M7, M5
Также полезно понимать на какие типы разделяют наждачную бумагу помимо размера абразивного зерна и каким образом это сказывается на её функциональном назначении и стоимости.
Из каких материалов изготавливается основание
Для изготовления абразивных наждачек применяются основания из следующих материалов:
- Бумага — наиболее распространенный вариант изделий, который имеет низкую прочность, поэтому стоит недорого. Для повышения прочностных свойств изделия, основание пропитывается различными полимерами и смолами. За счет использования таковых материалов для пропитки, происходит повышение не только прочности, но еще и устойчивости к влаге. Зачастую бумага служит для производства мелкозернистых, а также средней и крупной зернистости шкурок. Бумага на оснастке бывает разной плотности, что влияет на сферу применения и цену
- Тканевая основа — стойка к истиранию. Обусловлена такими положительными свойствами, как эластичность, прочность, влагостойкость. На тканевой положке выпускаются наждачки крупной и средней зернистости. Ткани для изготовления рассматриваемых устройств бывают разные — гибкие, жесткие, особо-гибкие и т.п.
- Комбинированное двухслойное полотно — состоит их бумаги и ткани. Расходный материал на такой основе характеризуется эластичностью, стойкостью к истиранию, а также воздействию влаги. На комбинированном составе изготавливаются крупнозернистые варианты шкурок

Особой популярностью пользуется шкурка на губчатой основе. Их еще называют фибровыми. Они стоят дороже обычной наждачной бумаги, но при этом обладают такими положительными факторами, как пропускание пыли, продолжительный ресурс, а также возможность применения не только для ручной, но и механической обработки. Именно такие наждачки применяют для полировки автомобилей и удаления царапин с лакокрасочного покрытия.









