Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Содержание:
- Советы по использованию
- Инструменты и материалы для пайки меди
- Разновидности
- Правила пайки меди
- Процесс спайки меди
- Применение буры
- Виды медных труб и их использование
- Разновидности горелок
- Самые популярные модели и изготовители
- Предварительная подготовка
- Как паять стальные детали
- Что необходимо для пайки труб из меди
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго
При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени
Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм
Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил
Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей
Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Разновидности
1S относится к мягким припоям. У него в составе имеется серебро. Он подходит не только для труб из меди, но и для бронзовых изделий, латуни, которые применяются как для горячего, так и для холодного водоснабжение. В его составе нет флюса, так что приходится использовать его дополнительно или применять пасту.

Припой 1S для пайки медных труб
Rosol 3 является мягким припоем, который для своей работы требует дополнительное использование флюса. Температура плавления у него относительно низкая и составляет 240 градусов Цельсия, что помогает беспроблемно работать с тонкими изделиями. Он пригоден для медных, латанных, бронзовых труб и фитингов. После применения одинаково хорошо проявляет себя как при высоких, так и при низких температурах.

Припой Rosol 3 для пайки меди
Rolot 94 относится к припоям твердого типа. Это высококачественный материал для работы с медью, латунью и красной бронзой. Лучше всего его использовать для щелевой и капиллярной пайки труб, которые ставятся без фитингов. Это припой для пайки медных труб имеет достаточно высокую рабочую температуру, которая достигает 730 градусов Цельсия, так что с тонкостенными материалами его не стоит применять. Отличительной особенностью его является большой интервал плавления.

Медный припой rolot 94
Rolot 2 является специальным твердым припоем, так как не нормирован. В его составе имеется низкий уровень содержания серебра. Он подходит для стандартных процедур пайки и хорошо обеспечивает процедуры монтажа.

Припой Rolot 2 для пайки медных труб
В особую категорию можно отнести припои для пайки пищевой меди, так как они не должны содержать ни каких вредных веществ, которые бы смогли повредить здоровью. Среди них выделяют следующие варианты:
Оловянно-медный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав – (S-SN97Cu3).
Оловянно-медный припой
Медный, с добавлением цинка и серебра, при этом основным материалом здесь является серебро, так как составляет целых 44%, тогда как меди всего лишь 30%, а цинка – 26%. Это высокотемпературный припой для пайки медных труб, который дает пластично, но при этом прочное соединение, не поддающееся коррозии и обладающее высокой теплопроводностью.

Медный припой с серебром
Серебряно-оловяный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав – (S-Sn97Ag5).

Серебряно-оловянный припой
Медно-фосворный – высокотемпературный материал, который может использоваться без дополнительного применения флюса. Дает прочный шов, эластичность которого напрямую зависит от температуры. В составе медь занимает 94%, а фосфор – 6%

Медно-фосфорный припой
Припой для пайки меди серебром относится к высокотемпературным. Шов получается прочным и одновременно пластичным. Следует использовать дополнительный флюс. Большим недостатком является высокая стоимость.

Припой для пайки меди серебром
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Процесс спайки меди
Порядок действий зависит от выбранного способа сварки.
Низкотемпературная пайка
При использовании этого способа выполняют такие действия:
- Направляют пламя горелки на место соединения. Контактное пятно должно непрерывно перемещаться, что обеспечит равномерный прогрев.
- Подают припой в монтажный зазор. При достаточном нагреве мягкий материал начинает расплавляться.
- Отводят горелку, позволяя присадке распределиться по технологическому зазору. Если припой еще не расплавился, продолжают термическое воздействие. Разогревать присадочный материал отдельно не нужно: он должен плавиться под воздействием тепла, отдаваемого медью.
- Охлаждают место соединения естественным способом. До полного остывания припоя трогать спаянные детали нельзя.

В некоторых случаях горелку с пламенем заменяют электрическим паяльником. Порядок выполнения действий будет тем же, однако работы займут больше времени.
Использование горелки
Для соединения труб этим методом выполняют следующие действия:
- устанавливают элементы трубопровода в правильном положении;
- прогревают место стыковки;
- подают твердый присадочный материал к обрабатываемой области, размягчают его газовой горелкой;
- осматривают место соединения, оценивая правильность наложения присадки на основание (в процессе контроля трубу проворачивают, осматривая шов по всей протяженности).
Специалисты советуют вести горелку вдоль шва быстро и равномерно. Время воздействия должно быть минимальным, горящий в приборе газ — давать синее пламя. О достижении необходимой температуры свидетельствует изменение цвета меди на темно-красный.
Применение буры
 Проводить всегда считалось самым простым способом соединения медных труб. По сути, бура – это высокотемпературный флюс в виде пасты.
Проводить всегда считалось самым простым способом соединения медных труб. По сути, бура – это высокотемпературный флюс в виде пасты.
При нагреве до 700-900 ℃ она начинает плавиться, превращаясь в стекловидную массу. С ее помощью соединяют между собой не только медные заготовки, но и медь с железом, для чего используются припои из меди, серебра, золота или латуни, то есть, среднеплавкие сплавы.
Единственное, на что необходимо обратить внимание, это соли, которые образуются в процессе пайки меди с помощью буры. Для этого они смешивают в одинаковых пропорциях борную кислоту и буры
Добавляют в нее воды, перемешивают и выпаривают. Получается борный флюс. Для увеличения качества в смесь можно добавить хлористые или фтористые соли
Для этого они смешивают в одинаковых пропорциях борную кислоту и буры. Добавляют в нее воды, перемешивают и выпаривают. Получается борный флюс. Для увеличения качества в смесь можно добавить хлористые или фтористые соли.
медных трубок практически ничем не отличается от стандартного процесса. Но есть в нем и свои нюансы.
К примеру, буру наносят и поверх трубок, и по внутренним ее поверхностям. Затем два патрубка нагреваются в течение 15 секунд, и только после этого вносят припой в зону нагрева.
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Разновидности горелок
Представленное на строительном рынке оборудование делится на несколько типов.
Горелки со стационарными и одноразовыми баллонами
Такие аппараты оснащаются одноразовыми газовыми баллонами с пропаном, ацетиленом и т.д. К преимуществам использования этого типа оборудования относятся мобильность, простота в эксплуатации, безопасность.
Можно использовать такой инструмент как при монтаже водопровода, так и системы отопления.
Ручные горелки
К достоинствам такого оборудования относится в первую очередь компактность. С помощью ручного паяльника удобно собирать трубопровод в маленьком помещении, паять трубы в самых труднодоступных местах.

Ручная горелка работает на одноразовом баллоне с горючим газом. Инструмент оснащается регулятором длины пламени, в комплект обычно входят сопла разных диаметров. Инструмент не требует подключения к электросети. Если соблюдать все правила работы, соединение получается надежным и долговечным. Ручной инструмент легко справится с монтажом систем кондиционирования и прочих бытовых коммуникаций.
Профессиональные горелки
Оборудование, относящееся к категории профессионального способно работать с особо тугоплавким припоем. Оно используется при монтаже конструкций на промышленных объектах, где трубопровод подвергается значительным нагрузкам.
Большой вес и габариты не позволят работать в тесной квартире. Для использования в бытовых и личных целях приобретать такие устройства нецелесообразно – такого качества соединения бытовые коммуникации не требуют, а стоимость аппарата выше, чем у других типов.
Самодельные горелки
Иногда мастера используют аппараты, собранные своими руками. Они отличаются по своим характеристикам и относиться и к ручному, и к стационарному типу. Самодельные горелки состоят из тех же базовых элементов, что и покупные. Однако, не рекомендуется пользоваться такими устройствами, так как нет гарантии безопасности работы. Да и по эксплуатационным характеристикам они обычно уступают фабричному оборудованию.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.


Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.


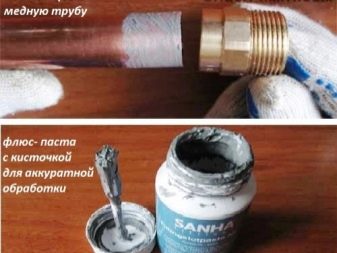
Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.

Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.

Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным.
С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются.
Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель
Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы.
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.


Как паять стальные детали

Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются.
На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики.
Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой









