Гост 7157-79
Содержание:
- Особенности конусной резьбы
- Технология нарезки резьбового конусного соединения
- Интересное QSO в телеграфе.
- Размеры
- Трубная цилиндрическая резьба
- Основные параметры резьбы и единицы измерения
- Классификация и определение резьбы
- Основные параметры и профиль npt-соединения
- Требования технических регламентов к конусным соединениям
- Принципы обозначения
- Как обозначаются соединения деталей с резьбой
- Как разобраться с американской дюймовой резьбой?
Особенности конусной резьбы
Трубы, имеющие коническую резьбу, могут обеспечить эффективное уплотнение трубопроводов, прокачивающих различные жидкости. В отличие от обычной метрической резьбы коническая обеспечивает лучшее уплотнение стыков, поскольку по мере навёртывания конических участков друг на друга, момент затяжки постоянно увеличивается.
Резьба NPT подразделяется на внешнюю и внутреннюю . Первую в зарубежных источниках нередко называют «мужской», а вторую – «женской».
Стандарт NPT была первоначально разработан для водопроводов, которые работают под давлением не более 400 кПа. Со временем опыт показал целесообразность применения NPT и в трубопроводных системах, транспортирующих различные гидравлические жидкости. Для этого пришлось решать проблему уплотнений, поскольку, как известно, трубная резьба не рекомендуется для применения под высоким давлением, из-за повышенных утечек. В настоящее время для обеспечения необходимой степени уплотнения перед сборкой резьбовые торцы труб обматываются герметизирующей лентой из политетрафторэтилена (или фторопласта марки Ф-4).
Общий стандарт затяжки не установлен, но технические требования к уплотнению заметно отличаются в зависимости от условий использования труб. Особенно чувствительны к соблюдению усилий и моментов затяжки внутренние соединения NPT.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.

Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.

Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.

Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Интересное QSO в телеграфе.
Всегда, когда выдается такая возможность, стараюсь работать в телеграфе на общий вызов. Совмещаю, так сказать, приятное с полезным. В этот раз, несмотря на то, что меня просто достала какая-то сильная спорадическая помеха прилетающая из эфира (похожая на работающий радар), удалось провести очень интересное QSO.
На мой общий вызов на 20м подошел RA3AL/M, который работал из машины на скорости 70 км/ч, причем на ключе!!! Геннадий сделал запись нашего QSO и я впервые наверное услышал свой телеграф «с той стороны».
RA3AL/M QTJ 70км/ч — R1BET
Не с первого раза я «схватил» позывной между пиками помехи, но QSO состоялось. По настоящему мобильный шек RA3AL/M выглядит тоже довольно необычно:
Вообще конечно, для меня, с трудом работающего на ключе за своим столом в шеке, работа на ходу из машины, за рулем которой ты находишься, кажется какой-то абсолютной магией. Позволю себе вольно процитировать Геннадия:
Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Основные параметры резьбы и единицы измерения
- Единицы измерения диаметра
Схема цилиндрической резьбы.
Схема конической резьбы.
- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }).
- Питчевая резьба[неизвестный термин] — шаг резьбы измеряется в питчах[неизвестный термин] (p). Для получения числового значения (в дюймах) достаточно число пи (π{\displaystyle \pi }) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- Основные параметры резьбы
- Шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
- Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
- Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
- Высота исходного треугольника резьбы (H).
- Срез резьбы (с).
- Угол конуса конической резьбы (ϕ{\displaystyle \phi }).
- Угол подъёма резьбы (ψ{\displaystyle \psi }):
Классификация и определение резьбы
Резьба – один или несколько равномерно расположенных выступов, имеющих постоянную величину сечения, нанесенных на боковой поверхности цилиндра или конуса. Резьба используется в машинах, различных механизмах, инженерных конструкциях для соединения, уплотнения или заданного перемещения элементов конструкции.
Существует множество классификаций резьбы, которые отличаются по конструкционным и эксплуатационным признакам. Применительно к конструкции можно выделить различные типы резьбы в зависимости от формы поверхности (цилиндрическая, коническая), расположения на детали (наружная, внутренняя), форме профиля (треугольная, круглая, ленточная, трапецеидальная, прямоугольная, упорная), числу заходов (с одним или несколькими заходами), по направлению (правая и левая), в зависимости от использования единиц измерения (метрическая, дюймовая). Также различают резьбу общего назначения и специальную резьбу (для деталей определенного типа).
Основные параметры и профиль npt-соединения
Конусное соединение нарезают на штуцерах следующим образом: на одном элементе выполняют наружный конус, на втором — внутренний с постоянным углом наклона конуса 3°34’49”, или 1:16.
Основные параметры резьбы npt обозначаются:
- Диаметры — внешний — d (наружная), D — внутренняя резьба, внутренний — d1, D1, промежуточный (средний) — d2, D2;
- Шаг профиля — р;
- Конус, угол в град. — f;
- Исходный треугольник, высота — Н;
- Профиль, рабочая высота — Н1;
- Радиус закругления впадины и вершины — R;
- Срез впадины и вершины — С.

Российский стандарт вводит обозначения для внутренней (Rc) или наружной (R) резьбы, левого исполнения (LH), правое по умолчанию не обозначают, цилиндрическую внутреннюю нарезку совместно с наружной конусообразной (Rp).
Стандарт США предписывает соблюдение параметров:
- резьбы — наружная (MNPT) или внутренняя (FNPT);
- номинальный D;
- кол. витков;
- группа исполнения профиля;
- класс точности — снаружи (A) и внутри (B).
Резьба npt размером 1/16…24 указывает на рабочий диаметр трубного изделия, на котором нарезают выполняют соединение, а не наружный диаметра штуцера. Каждый диаметр трубы требует своего шага резьбы
Требования технических регламентов к конусным соединениям
Конические резьбы от 1 до 2 дюймов NPT используются в соединениях, где требуется повышенная герметичность стыка, которая зависит от крутящего момента затяжки
Эффективное уплотнение особенно важно для труб, транспортирующих гидравлические жидкости, газы, пар. Они используются в широком спектре отраслей промышленности: электростанции, газ и нефть, химическая промышленность, производство и транспортировка на большие расстояния
Надёжность уплотнений зависит также от материалов труб. Кроме обычных стали и латуни, резьба НПТ используется также для арматуры, изготовленной из чугуна, бронзы и некоторых видов пластмасс, в частности, ПВХ, ПНД и нейлона.
Основные нормативные требования к рассматриваемой системе уплотнения:
- Соответствие показателей осевого смещения основной плоскости нормативным данным (кроме ANSI / ASME B1.20.1 используются также данные DIN 2999);
- Должны соблюдаться значения предельных отклонений диаметра D2;
- Оговаривается наименьшая допустимая глубина ввинчивания резьбовой части трубы или фитинга;
- Соблюдение профиля площадки при срезе выступов и впадин;
- Устанавливаются пределы отклонений угловых характеристик.
Две последних проверки могут не выполняться, если на то нет специальных указаний заказчика.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
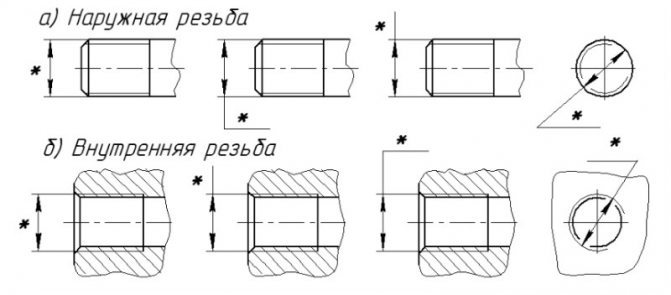
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
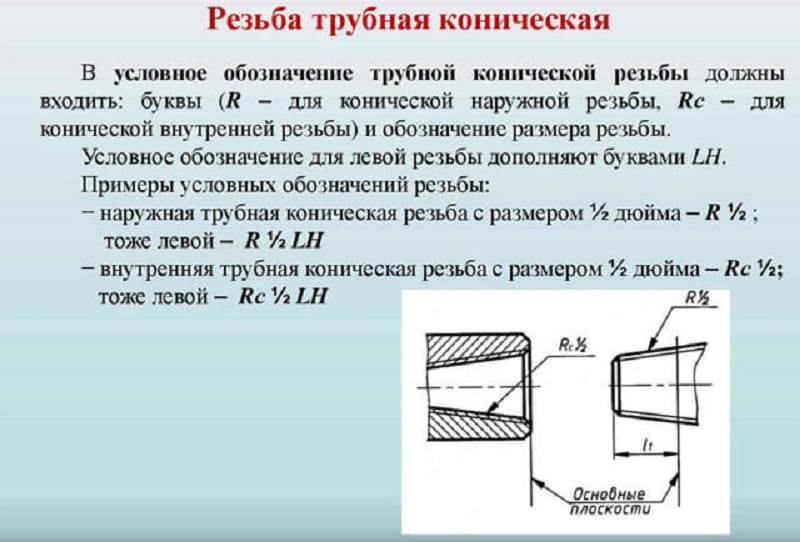
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби
Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Как разобраться с американской дюймовой резьбой?
Крепеж в метрической системе промаркирован так, что можно установить тип и механические свойства крепежного материала. На головке болта по DIN 931 нанесено 8.8 Это значит, что болт сделан из углеродистой стали. Класс прочности определяет значение предельно допустимых рабочих нагрузок, которые выдерживает крепеж.
Дюймовый крепеж промаркирован сложнее. Чтобы разобраться с системой его маркировкой используются специальные таблицы. С их помощью можно узнать механические свойства крепежной детали и марку материала.
Чтобы понять, как перевести американскую дюймовую резьбу в метрическую систему, нужно замерять с помощью штангенциркуля наружный диаметр резьбы (в мм), внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Замер нужно делать с точностью до десятых и сотых долей миллиметра. После этого нужно воспользоваться справочными таблицами дюймовых резьб и подобрать совпадение полученной комбинации для того или иного дюймового крепежа.









