Химическое травление металла в домашних условиях, травление рисунка
Содержание:
- Приступаем к нанесению рисунка на стальное лезвие кухонного ножа
- Виды травления
- Особенности процесса электролитического травления
- Нанесение рисунка
- Травление стали
- Как правильно точить нож
- Основные операции по изготовлению ножей
- Как проверить уровень заточки ножа
- Шлифовка: практические рекомендации
- Процесс травления для других материалов
- Техника безопасности при травлении
- Подготовка найденного в сарае старого топора: первые шаги
- Виды ножей
- Действия при химической реакции
- Что получится в итоге: насколько качественным будет рисунок
Приступаем к нанесению рисунка на стальное лезвие кухонного ножа
Для начала нужно найти в сети интернет рисунок, который можно разместить на клинке. В любом графическом редакторе его следует уменьшить до такого размера, чтобы он поместился на лезвии и распечатать. При помощи ножниц необходимо вырезать изображение.
Далее в блюдце наливается небольшое количество спирта, достаточное для того, чтобы распечатанная картинка полностью погрузилась в него. В спирте рисунок должен лежать до тех пор, пока бумага не пропитается. Это будет заметно по изображению, которое проступит на обратной стороне листка. Не стоит бояться передержать его в спирте – ничего плохого с рисунком не произойдёт, даже если он пролежит в блюдце сутки, он не потечёт и не расплывётся.
Рисунок нужно хорошенько вымочить в спирте, прежде чем приступать к его переносу на клинок
Использование утюга: здесь потребуется аккуратность
Ту часть клинка, на которое планируется перенести изображение, нужно обильно полить спиртом. После этого аккуратно берём бумажку с изображением и размещаем её на лезвии ножа распечатанным рисунком вниз. В это время его ещё можно поправить, не боясь смазать. Здесь следует учитывать то, что, начав работать нагревательным прибором, ничего подправить уже не удастся.
Размещаем рисунок в нужном месте клинка, поправляем его положение
Когда рисунок уложен так, как нужно, начинаем прогревать его утюгом, включённым на максимальную температуру. При выполнении этой работы следует быть предельно аккуратным, чтобы не сдвинуть листок. Дело в том, что даже чуть нагревшаяся бумага, если её пошевелить, смажет изображение, испортив его.
Прогрев производится в течение 3-4 минут, пока листок не высохнет полностью. При этом лучше переусердствовать, дольше прогревая клинок, чем прекратить работу утюгом, когда бумага ещё полусырая.
Прогреваем рисунок утюгом до полного высыхания спирта
Охлаждение клинка и удаление уже ненужной бумаги
Когда спирт полностью испарился, а клинок разогрелся, необходимо как можно быстрее его остудить. Именно для этого у меня и был припасён таз с водой, которая была охлаждена при помощи льда. Клинок ножа опускается в ледяную воду на 20-30 секунд. Необходимо следить за бумагой, ожидая, когда она полностью пропитается, теперь уже обычной водой. После того, как это произошло, начинаем медленно двигать по ней пальцем. Бумага скатывается и отслаивается.
Торопиться в этом случае не стоит – велика вероятность того, что клинок остыл не полностью, и рисунок будет повреждён.
Клинок охлаждается в ледяной воде, после чего с него аккуратно удаляется бумага
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Особенности процесса электролитического травления
Электролитическое или гальваническое травление металла применяют с целью ускорения очистки деталей способом погружения в ванну с раствором, на что обычно уходит много времени. Этот процесс проходит гораздо быстрее, если металлические детали помещать в электролитическую ванну в виде катодов или анодов. Отсюда и разделение электролитического травления на катодное и анодное.

Для анодного метода травления металла в качестве электролита используются щелочные растворы солей металлов и кислот. Катодом при этом обычно служат свинец или реже железо как материалы, не растворяющиеся в электролите. Учитывая скорость процесса травления металла электролизом, в очистке изделий этим способом необходимо строго соблюдать определенный режим, чтобы не подвергать металл риску чрезмерного электролитического растворения. Характеристики анодного тока выбирают, исходя из состояния поверхностного слоя изделия, а также необходимой скорости процесса. Травление ведется в комнатной температуре. Продолжительность операции определяют опытным путем.

Катодный способ травления металла предполагает использование в виде анода свинца либо сплава его с сурьмой. В смеси с растворами кислот соли щелочного металла являются электролитом. В основе данной технологии лежит действие водорода, получаемого на катоде. Он способствует восстановлению металлов из окислов, находящихся на детали, а водород в виде газа отделяет их с поверхности металла. Этот вариант травления не подходит для заготовок из закаленной стали из-за возможного наводораживания поверхностного слоя металлической детали. Уменьшить его при использовании этой технологии травления металла возможно, если ввести соли олова и свинца в ванну с электролитом.
Гальваническое травление экономичнее в сравнении с химическим. Это касается не только затрат времени, но и количества применяемых химических средств. Кроме того химический состав потрав для такого травления не включает едких кислот, поэтому в ходе его не выделяются газы, негативно действующие на здоровье.

По завершении травления проводят нейтрализацию возможных остатков растворов после очистки на изделиях. Если этого не делать, частицы солей либо кислот могут способствовать началу коррозии металла. В целях удаления этих остатков изделия помещают ненадолго в раствор с кальцинированной содой. После этого детали промывают холодной, а затем горячей водой и высушивают. Хранение обработанных таким образом изделий не вызывает коррозии, но во избежание возможного окисления лучше сразу подвергнуть их пайке.
Нанесение рисунка
Для нанесения рисунка на металл можно использовать массу различных способов, работающих по одному и тому же механизму: участки, не подвергающиеся травлению, защищаются от воздействия агрессивной среды или электролита.
Самым доступным способом считается нанесение на защищаемые участки обычного лака для ногтей. Однако, он обладает рядом существенных недостатков:
- Вязкость лака не позволяет сделать линии достаточно тонкими для получения узоров высокой сложности;
- Необходимы хорошие способности в изобразительном искусстве;
- Исправление неточных линий затруднительно.
Для начала необходимо нанести защитный слой на всю поверхность изделия. Для этого можно использовать грунтовки ГФ-021, ХВ-062 или битумный лак, доступные в магазинах автозапчастей и хозтоваров. После полного высыхания покрытия при помощи гелевой ручки или тонкого маркера можно нанести контуры будущего изображения. Для этой задачи можно привлечь опытного художника.
Далее из медной (можно латунной) проволоки или прутка, диаметр которых выбирается исходя из удобства удержания в руке, необходимо сделать иглу с заострённым концом и процарапать грунтовку по линиям изображения до металла. Более твердый материал иглы может повредить полировку поверхности изделия.
Уже на этом этапе можно оценить рельефность будущего орнамента. Для получения участков с разной глубиной травления металла, например, контуров и полутеней, этот процесс можно проводить в два и более цикла.
Важно! В процессе грунтовка не должна откалываться. Перед нанесением рисунка стоит поэкспериментировать и убедиться в том, что она пригодна для работы
Понадобится лазерный принтер, глянцевая бумага, программа для обработки изображений и утюг. Выбранную картинку необходимо отформатировать (подогнать под размер, сделать зеркальной) и распечатать. Самый доступный источник глянцевой бумаги – женские журналы.
Распечатанное изображение прикладывается к поверхности, накрывается сверху обычным альбомным листом (для защиты утюга) и проглаживается. После остывания бумага смывается под струёй воды, а слой тонера остается на поверхности металла.
Таким способом часто пользуются для травления печатных плат. Основной его недостаток – рисунок наносится только на прямолинейную поверхность.
Важно! Глянец под водой плохо виден. После высыхания необходимо убедиться в том, что он не остался на изделии
Необходимо позаботиться о защите всех поверхностей изделия. Для этого можно использовать различные вещества. Закрыть тыльную поверхность можно обычным пластилином: он является хорошим диэлектриком.
Травление стали
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная
Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность
Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.
Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной
Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно
Азотная кислота
Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.
Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.
Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла
При травлении меди в домашних условиях следует соблюдать осторожность
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.
Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40оС, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
По окончании протравливания жидким методом плату следует тщательно промыть раствором соды, чтобы погасить остатки кислоты.
Как правильно точить нож
Здесь существуют свои маленькие хитрости. Прежде, чем заточить лезвие, определитесь где и для чего будете его использовать. Для этого надо знать углы заточки.
Какими углами затачивают ножи:
- Они могут быть полными и неполными;
- Колеблятся в пределах от 7 до 60 градусов;
- Охотничьи — под 30-35 градусов для остроты;
- Складные — 40-45, чтобы они меньше тупились;
- Тактические — в пределах 25-40, в зависимости от толщины;
- Профессиональные поварские, обвалочные и т.д. — 25;
- Домашние для кухни — 25-30, японские — 10-20;
- Опасные бритвы — 10-15.
Если вы не знаете как выставить угол заточки ножа и хотите, чтобы он прослужил вам как можно дольше — не используйте для этого пластмассовые устройства с закрепленными внутри дисками из абразивного материала, которые так любят домохозяйки. Со своей задачей они справляются довольно быстро, но и результат от них очень недолгий.
Приобретение или изготовление ручного станка решит эту проблему (Рисунок 2). Их принцип действия позволяет делать заточку ножей своими руками, не меняя ее угол во время работы. Вы делаете возвратно-поступательные движения поперек режущей кромки, в то время как положение наждака контролируется направляющей.
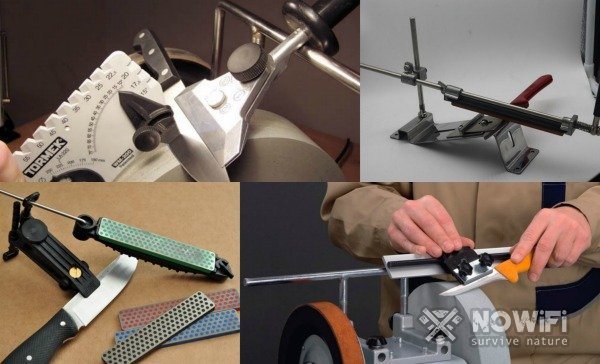
Рисунок 2. Варианты станка для заточки ножей
Заточка ножей под углом на бруске имеет свои правила:
Если он двусторонний, вначале используют более грубую сторону — она позволит снять нужный слой стали;
Здесь важно правильно расположить лезвие по отношению к нему, чтобы оно примерно совпадало с 20 градусами;
Для равномерно наточки — точить надо плавно, чуть приподнимая рукоятку, когда дело доходит до самого изгиба;
Клинок надо вести так, чтобы направление движения было перпендикулярно режущей кромке;
Не стоит сильно давить на полотно, но и гладить его о брусок тоже не надо — нажатие должно быть средним;
Инструмент точат до тех пор, пока с его обратной стороны не появляется ощутимый заусенец, затем обрабатывают обратную сторону.
Основные операции по изготовлению ножей
Перед началом создания лезвия и рукоятки по чертежу, стоит подготовить все необходимые материалы.
Лезвие изготавливают из инструментальных сталей, например, сталь Р6М5, отличающуюся хорошей твердостью. Лезвие из такой стали долго не будет стачиваться. Также можно использовать некоторые углеродистые стали или материал из рессоры автомобиля, не подвергшейся коррозии.

Процесс изготовления ножа
Рукоять выполняют чаще всего из дерева, которое мало усыхает и обладает достаточной прочностью. Подойдут для этого:
- береза;
- дуб;
- орех;
- железное дерево;
- вереск и др.
Если рукоятка будет накладная, то потребуются заклепки небольшого диаметра. Изготовить их можно из латунного прутка.
https://youtube.com/watch?v=RCBSvKMONVY
Из инструментов понадобятся:
- сверла и зенкера;
- наждачная бумага для грубой обработки и нулевая;
- электродрель;
- тиски;
- напильники;
- молоток.
Технологический процесс изготовления охотничьего ножа своими руками состоит из нескольких этапов.
- Необходимо перенести чертеж со всеми размерами на пластину из металла.
- По контуру вырезать заготовку, сточить лишнее и просверлить отверстия для заклепок.
- Сделать режущую кромку лезвия. Закрепить будущий нож в тисках и напильником, под определенным углом, сточить металл. Повторить процесс с обратной стороны, если требуется. После обработки напильниками, завершить процесс наждачной бумагой.
- Закалить лезвие в печи или на костре в течении 15 минут. Для этого поместить металлическую заготовку в непосредственной близости от углей или другого источника жары. Как только металл станет красного цвета, необходимо вытащить заготовку на несколько секунд. Проверять нагрев следует при помощи обычного магнита. Нагретый металл перестает тянуться к магниту. В таком случае нагрев нужно остановить.
- Опустить горячую заготовку в масло вниз режущей частью. Погружение проводить не полностью, а только на 2/3. Держать в таком положении около минуты, а затем медленно погрузить в масло полностью.
- Произвести отпуск в духовой печи при температуре 400 °С на протяжении 45 минут.
- Выполнить чистовую обработку наждачной бумагой или другими средствами.
- Изготовить из древесины рукоять по эскизу, просверлить отверстия для заклепок.
- Пропитать рукоятку специальными растворами для увеличения срока эксплуатации.
- Произвести сборку всех частей.
- Отполировать рукоять.
https://youtube.com/watch?v=0vTTEYvomow
На этом процесс изготовления закончен и мы имеем красивый и надежный самодельный нож.
Как проверить уровень заточки ножа
Есть несколько простых способов узнать насколько хорошо вы справились со своей задачей.
К примеру, определить лучший угол заточки ножа ли вы выбрали, можно испытав его в действии.
Проверка выбора угла заточки (Рисунок 7):
- Возьмите лист газетной бумаги и попробуйте его разрезать или используйте помидор — тупым ножиком вы не нарежете мягкий овощ на дольки;
- Японский метод предлагает скрутить газету в плотный рулон и обмотать его края скотчем, после чего установить конструкцию на край стола и ударить по ней наискось — бумажный столбик должен развалиться на две части.
Установить правильный угол заточки ножа, остроту наточенного лезвия можно и визуально:
- Поднесите его к источнику света и посмотрите не бросает ли бликов кромка;
- Если она бликует — то на ней все еще есть тупые участки, а значит надо точить ее дальше.
Рисунок 7. Проверка заточки ножа
В процессе работы с точильным камнем, выбрать оптимальный угол заточки ножа, проверить его уровень лучше всего на ощупь:
- Хоть это и небезопасно — вы выявите все вероятные дефекты своей работы;
- Аккуратно проведите подушечкой большого пальца поперек острия, не надавливая;
- Если край на нем ощущается четко — вы потрудились не зря;
- Тупая кромка на прикосновение будет явно округлой.
Шлифовка: практические рекомендации
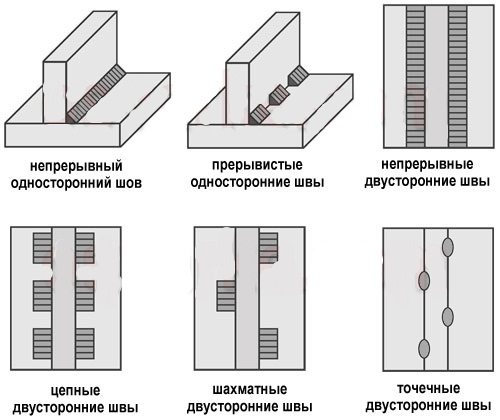
Классификация сварных швов по положению в пространстве.
При выполнении такой работы не забудьте хорошо подготовиться. Следует надеть маску во избежание попадания пыли в глаза. Шлифовке подлежат изделия, которые имеют явно заметные дефекты: потертости, царапины и так далее. Вам потребуются шлифовальные головки, которые имеют абразивные ленты.
Для получения желаемого результата шлифуют сталь в несколько заходов. Запомните, что правильно подобранные материалы и инструменты позволят вам снизить время работы и повысить ее качество, это гарантия отличного результата.
Шлифовка готовых изделий выполняется с помощью абразивной шкурки. Этот материал имеет бумажную или тканевую основ с покрытием самой различной зернистости. Мокрая шлифовка делается при помощи водостойких шкурок. Покрытия могут выполняться из стекла, а также кремния. Шлифовка является заключительным этапом процесса обработки нержавейки после сварки. Она равномерно снимает все верхние слои.
Материалы, которые вам потребуются:
- болгарка;
- шлифовальные круги с разной зернистостью;
- столярный клей;
- наждачная бумага;
- полировальная паста.

Для шлифовки сварочных швов на изделиях из нержавейки понадобится болгарка.
Первым делом нужно убрать наплывы металла со сварного шва. Сделать это можно болгаркой. Если поверхность в достаточной степени гладкая и ровная, то можете сразу приступать ко второму этапу. Приготовьте войлочный круг, с помощью обычного шпателя наносите на поверхность обрабатываемого изделия столярный клей
Аккуратно и осторожно пройдитесь по абразивной крошке, которую можно получить из наждачной шкурки
Затем отшлифуйте поверхность еще три-четыре раза. При этом размер абразива должен уменьшаться. Поверхность нержавейки требуется промывать после каждой шлифовки.
Она должна быть идеальной, абсолютно гладкой и ровной, без шероховатостей. Иначе придется переделывать все заново. На следующем этапе вам понадобится войлочный круг и полировальная паста. Лучше найти алмазную, со степенью зернистости, соответствующей вашему металлу. Это финишная полировка, убирающая видимые риски. Вы увидите, как поверхность преображается и становится более гладкой.
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.

Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.

Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Один из способов получения на металлических изделиях выпуклого или вдавленного рисунка, появившийся сравнительно недавно, получил название травление. Принцип действия этого метода основан на использовании электрохимических процессов в жидком электролите. При наличии художественных способностей, даже в домашних условиях можно получить узор высокого качества при минимуме требуемых материалов и оборудования.
При самостоятельном выполнении травления в домашних условиях потребуются следующие расходные вещества и приспособления:
- изделие, предназначенное для украшения – различные столовые приборы, охотничьи или походные ножи или простые мыльницы, на которых можно выполнить простейшие узоры;
- емкость достаточного объема и удобной формы из неметаллических материалов, подходящая для помещения в нее всего обрабатываемого изделия или украшаемой его части. Наиболее удобно использовать с этой целью стеклянные емкости, позволяющие визуально контролировать процесс обработки.
- достаточное количество обыкновенной поваренной соли;
- лак для ногтей любого цвета;
- средство для снятия лака, предназначенное для очистки обработанного изделия;
- источник постоянного электрического тока небольшого напряжения. В этом качестве может быть использовано зарядное устройство для зарядки автомобильных или телефонных аккумуляторов.
Техника безопасности при травлении
Травление металлов – довольно небезопасное занятие, которое требует большой концентрации внимания. Обусловлено это работой с агрессивными материалами – кислотами и их смесями. Прежде всего, для данного процесса необходимо грамотно выбрать помещение с хорошей вентиляцией. Идеально, когда при протравливании будет использоваться вытяжной шкаф. Если же такового не имеется в наличии, то необходимо позаботиться о респираторе, чтобы избежать вдыхания вредных испарений. При работе с кислотами следует одевать резиновые перчатки и фартук. Под рукой всегда должна быть пищевая сода, которая — при необходимости — сможет нейтрализовать действие кислоты. Все травильные растворы необходимо хранить в специальных емкостях (стеклянных или пластиковых). Не стоит забывать о стикерах, на которых будет указан состав смеси, дата приготовления. Существует еще одно правило: банки с кислотами не стоит ставить на высокие полки. Их падение с высоты чревато серьезными последствиями. Художественное травление металла не обходится без использования азотной кислоты, которая является довольно-таки едкой. К тому же в некоторых смесях она может быть взрывоопасной. Чаще всего азотную кислоту используют для стерлингового серебра. Травильные растворы готовят путем смешивания кислот с водой. Стоит помнить также, что во всех случаях кислота добавляется в воду, а не наоборот.
Подготовка найденного в сарае старого топора: первые шаги
Старый ржавый топор можно найти, наверное, в любом захламлённом сарае или гараже. А при правильном подходе и отсутствии лени из него вполне возможно сделать эксклюзивный подарок, которым новый владелец будет гордиться. Сегодня мы попробуем рассмотреть именно такой пример изготовления красивой и функциональной вещи из того, что под рукой.
 ФОТО: YouTube.comВот он, герой сегодняшнего мастер-класса
ФОТО: YouTube.comВот он, герой сегодняшнего мастер-класса
Понятно, что ржавчина на нём совершенно ни к чему. Однако перед тем как её удалять, следует придать топору интересную форму. Прототипом может послужить любое историческое оружие, взятое за основу. Ну а дальше всё будет зависеть от фантазии. В данном примере было решено сделать что-то вроде топора викингов.
 ФОТО: YouTube.comГрани очерчены, можно вырезать заготовку
ФОТО: YouTube.comГрани очерчены, можно вырезать заготовку
Придание топору нужной формы и его шлифовка
По очерченному контуру необходимо вырезать заготовку. Для этого можно использовать обычную болгарку с отрезным диском. Работа эта непростая, несмотря на кажущуюся элементарность, но вполне выполнимая.
 ФОТО: YouTube.comПо очерченному контуру вырезается заготовка
ФОТО: YouTube.comПо очерченному контуру вырезается заготовка
После того как заготовка стала похожа на будущий топорик, её требуется зашлифовать. В этой работе поможет лепестковый диск на болгарку. Попутно с обработкой отпиленных граней снимается и основной слой ржавчины. Ну а после, постепенно снижая зернистость наждачной бумаги, топорик полируется до тех пор, пока его поверхность не станет зеркальной.
 ФОТО: YouTube.comТопорик готов, пора переходить к его украшению
ФОТО: YouTube.comТопорик готов, пора переходить к его украшению
Виды ножей
По сфере применения они делятся на несколько категорий:
- метательные;
- туристические;
- охотничьи;
- рыбацкие;
Для любителей метать ножи, одного будет мало, а покупка комплекта может обойтись достаточно дорого. Поэтому каждый может попробовать изготовить самостоятельно. Опишем несколько примеров, которые пользуются популярностью.

Метательные ножи
Метательные ножи «Кобра» изготавливаются в г. Златоуст компанией «Оружейник». Чертежи ножей различных моделей есть в открытом доступе в интернете, но на данный момент выпускается официально только одна. Дело в том, что разработчики сделали выбор в сторону изготовления одного, но проработанного и хорошо сбалансированного ножа. Заводской товар окрашивается в красный цвет, чтобы было легче найти.
Метательный нож «Овод» компании «Росармс», рисунки которого также легко найти, выполняется из фирменной златоустовской стали. Оригинальная находка в дизайне – это использование в качестве рукоятки обычного шнурка. От этого же производителя есть другой нож для метаний под названием «Удар». Увеличенный размер и вес позволяют кидать его на более длинные расстояния.

Метательный нож «Овод»
Требования к ножам для туризма, рыбалки и охоты рекомендуют использование нержавеющих сталей, найти эскиз не представляет труда. Рукоятки выполнять всадными, так как накладные элементы в процессе эксплуатации могут расколоться от нагрузок. Туристический нож может включать в себя несколько лезвий и инструменты, которые могут пригодиться в походе. Варианты для охоты и рыбалки должны быть острыми на протяжении долгого времени, чтобы человек с их помощью мог качественно разделать мясо или рыбу.

Охотничий нож
Действия при химической реакции
Во время реакции образуется налёт, которого будет становиться всё больше. Он тормозит весь процесс, поэтому нужно периодически смывать его водой. Не стоит этого делать при помощи различных щёточек, кисточек и прочих инструментов, потому что можно повредить краску. А ведь она словно держит весь рисунок, и будет обидно, если, осуществляя травление ножа, к примеру, рисунок на нём вы ненароком повредите. Это очень тонкая работа, требующая твёрдой руки и терпения.
Читать также: Ручная лебедка механическая рычажная
От времени, в течение которого металл будет пребывать в растворе, напрямую зависит глубина рисунка. Точных критериев не существует, поэтому каждый мастер должен сам наблюдать за ходом химической реакции. И только проделав это несколько раз, можно будет с уверенностью говорить, какое время необходимо для проявления желаемого рисунка на задуманную глубину.

Что получится в итоге: насколько качественным будет рисунок
Если всё было сделано правильно, рисунок ничем не будет отличаться от того, который был на бумаге. При этом качество изображения не зависит от его сложности и количества мелких деталей. Если травление не принципиально, то можно оставить рисунок таким, каким он получился. Конечно, такое изображение не слишком устойчиво к агрессивным чистящим средствам и высоким температурам, но при отсутствии таких факторов он может продержаться до полугода. Это изображение тигра я решил оставить в виде простого рисунка.
Рисунок получился идеальным, и я решил оставить его именно в таком виде, не прибегая к травлению
Что касается травления, то для первых опытов с металлом лучше выбрать нечто более простое, особенно, если нет художественного образования или опыта гравировки по металлу. Но статья была бы неполной, если бы я не рассказал в ней о том, как произвести травление на металле, чтобы рисунок уже не стёрся никогда. Об этом я расскажу на примере другого кухонного ножа и более простого изображения – с художественным образованием у меня отношения не сложились, в отличие от технических и точных наук.









