Станки для холодной ковки: как создать художественные элементы из металла
Содержание:
- Как изготовить станок для проведения холодной ковки?
- Пошаговая инструкция
- Сборка устройства
- Приемы холодной деформации
- Разновидности станков
- Разновидности и назначение станков для ковки
- Изделия из холодной ковки
- Как правильно подобрать станок для холодной ковки: основные критерии выбора
- Оборудование для горячей ковки
- Особенности и преимущества твистеров
- Делаем торсионный станок
- Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
- Ковка, гибка и штамповка
- Станок для холодной ковки своими руками
- Искусство холодной ковки от идеи до готового образца
Как изготовить станок для проведения холодной ковки?
Чтобы изготовить инструмент для холодной ковки своими руками, необходимы расходные материалы, ручные и электрические инструменты. Чертежи можно найти в интернете. Однако изготовить профессиональное оборудование своими руками невозможно.
Для художественной ковки используются специальные приспособления. Это фасонные молотки, ручные инструменты, граверы, бормашинки
Важно заранее подготовить материал, чтобы было проще делать декоративные выемки, узоры
Оборудования для горячей и холодной ковки можно приобрести в строительных магазинах или изготовить самостоятельно
Важно правильно подготовить помещение перед покупкой инструментов, станков, расходных материалов
Пошаговая инструкция
Во время создания станка для ковки металла своими руками нужно придерживаться проверенной инструкции:
- Соберите опору, соединив равные разрезы трубы и соединение меж ними разных краев. Внешний вид трубы будет чем-то напоминать табурет. Отрезки делать следует при помощи ножовки, а соединять сварочным аппаратом.
- Нарежьте металлические листья. В итоге получатся окружности, обладающие равным диаметром и четыре равносторонних треугольника. Их нужно приварить в самый низ конструкции, полученной в первом пункте так, чтобы получилось что-то на подобии пирамиды, а основание, имеющее наибольшую площадь приварите в самый центр окружности.
- Пластину, которая располагается горизонтально нужно присоединить к кругу, к которому был приварен элемент. Для этого пригодятся винты и дрель.
- Соорудите рукоятку. Для этого понадобятся два прута разных длин, определите их размеры, соотнеся их с диаметром окружности. Один из прутьев должен быть равен диаметру круга, а другой должен быть немного больше. Согните первый прут примерно на 30 градусов, а затем сварите оба прута, а затем в низ приварить еще один прут. Между первым и вторым отрезами должно быть соединение, к которому и будет приварен рычаг, сохраняющий свое направление в сторону сооружения из прутьев.
- Прикрепите подшипник к концу рычага и к отрезу, что находится в нижней части сооружения. Верхний же отрез станет креплением для металлической катушки, которая, в свою очередь, будет установлена горизонтально. В нижней стороне сделайте отверстие, которое будет равно радиусу сечения трубы.







Сборка устройства
Рекомендуем все элементы на предварительном этапе подсоединять на не очень прочные крепления (не нужно сразу работать сваркой), поскольку при проектировании могли быть допущены ошибки. Начните с болтов, а затем проведите тестовый запуск. Если вас полностью устраивает конструкция, то можно произвести финальную сборку с наиболее крепкими соединениями, в том числе с использованием сварочного аппарата.
Соединение и покраска деталей
Внутренняя часть улитки, которая имеет постоянный контакт с заготовками, не должна быть окрашена, а только тщательно отполирована – без зацепок и ржавчины. Остальные части могут быть покрыты любым ЛКП.
Как обойти камень
Итак, вопрос – делать самому или покупать уже готовую аппаратуру? Если вам нужна высокая производительность и точность, то лучше заказать заводской агрегат. В случае, когда вам нужно загнуть одну-две заготовки, то можно сделать самый простой «гнутик».
Приемы холодной деформации
В этом виде ремесла используют несколько приемов изменения формы металлических изделий:
- Гибка. Это очень простой способ. Сначала конец заготовки надежно фиксируют, затем его сгибают вокруг оправки нужной формы, используя инструмент. В этом случае из-под рук мастера выходят завитки и вензеля разных форм и размеров.
- Кручение вдоль оси. Для выполнения операции достаточно самых простых тисков, но усилий она требует максимальных. В качестве заготовок используют прокат, имеющий ребра. На изделии круглого сечения результата не будет видно.
- Протяжка. Этот прием позволяет изменить сечение прута. Протяжку используют для оформления краев изделия. При навивке на оправку прут просто оттягивают. Для верхнего края заборов делают пики: изделие сначала сплющивают, потом заостряют.
- Чеканка. Ее производят по листовому металлу. Ударяя по нему с обратной стороны, создают объемный рисунок или отдельный элемент для большого изделия.
Кроме основных технологических приемов используют резку, сварку, шлифовку. В промышленности холодная ковка включает в себя большее количество операций — вырезку, гибку, калибровку, навивку, прошивку, и штамповку. Инструментами служат штампы, с помощью которых выпускают большие партии одинаковых изделий. В качестве главного оборудования используют мощные прессы.
Решетки, садовую мебель, ворота изготавливают из полос и прута, имеющего сечение от 8 до 14 мм. Изделия, сделанные по шаблону, собирают вручную. Кованые элементы заборов или балконных ограждений сваривают друг с другом, затем помещают в раму либо крепят к прочному основанию. Конструкции могут быть разными: как плоскими, так и объемными.
Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
Станок «Улитка»
Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
Торсионное оборудование для холодной ковки своими руками
С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.
Станок «Гнутик»
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»
Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.
Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
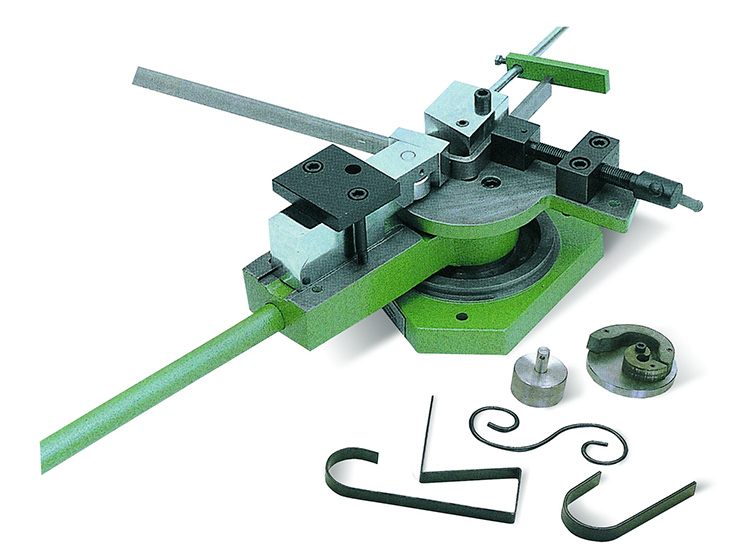
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Изделия из холодной ковки
По сути, это — изгибания и скручивания металлических изделий без их нагрева в кузнечной печи. Для этого используют различные станки, отличающиеся между собой размерами и предназначением.
На них можно посредством холодной ковки (изгибов, перегибов, скручиваний) сотворить всё что угодно с металлическим прутом, арматурой, полосой, трубой, произвести различные предметы декора.
В частности, посредством художественной ковки можно сделать:
- Оградки;
- Украсить причудливым орнаментом жилые помещения;
- Нанести витые узоры на ворота;
- Оградить металлической вязью лестницы и балконы;
- Сделать спинки и подлокотники для стульев, кресел, садовых скамеек;
- Украсить беседки и уличные фонари;
- Изготовить различные решетки.
Как правильно подобрать станок для холодной ковки: основные критерии выбора
Приняв решение заниматься холодной ковкой металла, вам предстоит столкнуться с проблемой выбора оптимального приспособления. Чтобы не совершить ошибку на этом этапе, достаточно определиться с основными условиями. Давайте же непосредственно рассмотрим каждое из них в отдельности.
Способ работы (управления)
В данной категории существует всего два варианта – либо ручной механизм, либо электрический. Первый метод лучше всего подойдёт новичкам, поскольку при нём можно оперативно изготавливать одинаковую продукцию без переналадки. Версия с электромотором, наоборот, довольно требовательна к навыкам мастера, но зато отличается высокой производительностью и возможностью работы с крупногабаритными профилями.
 ФОТО: ahequkupimer.tkЕщё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
ФОТО: ahequkupimer.tkЕщё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
Производитель оборудования
Не менее важный аспект – происхождение героя нашего обзора. На первый взгляд может показаться, что качественный заводской продукт будет идеальным при любых обстоятельствах. Да, в 95% случаев именно так всё и обстоит. Но не стоит забывать о талантливых обладателях «очумелых ручек». При желании, они могут создать с нуля уникальный самодельный инструмент, имеющий особые характеристики.
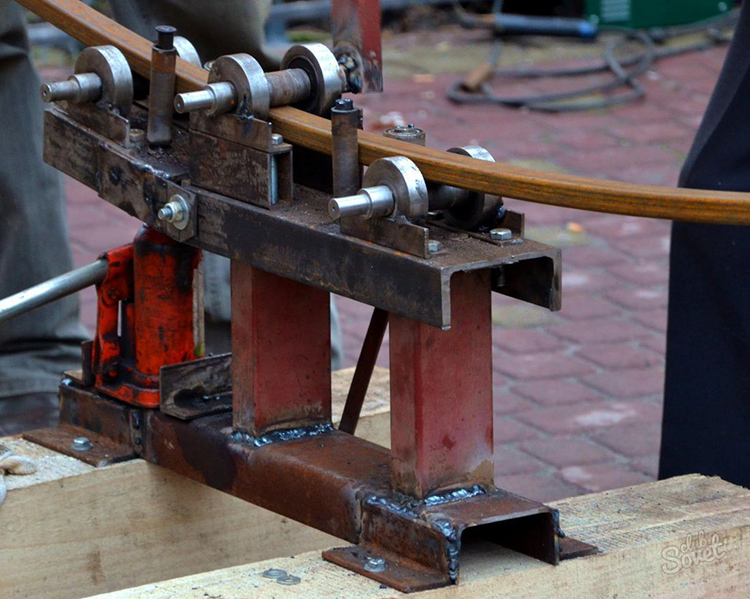 ФОТО: omowolybikij.tkПри желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
ФОТО: omowolybikij.tkПри желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
Кстати, раз речь зашла о заводских моделях, не лишним будет предложить читателям небольшой рейтинг производителей станков, присутствующих на отечественном рынке:
| Бренд | Страна производитель | Популярная модель | Оценка HouseChief, балл |
 |
Польша | Ручной гибочный универсальный инструмент Stalex SBG-40 | 8,2/10 |
 |
Россия | Универсальный гибочный станок TRIOD SBG-30 | 8,7 /10 |
 |
Чехия | Ручной листогибочный станок Proma UO-30 | 9,2/10 |
 |
Германия | Инструменты для гибки завитков Blacksmith M3-V9 | 9,4/10 |
 |
Россия | Станок художественной ковки Ажур-1М | 9,7/10 |
|
|
Многие из читателей интересуются: правда ли можно изготовить самому с нуля работающую версию приспособления? Мы с уверенностью отвечаем – да, это действительно так. Более того, можно встретить массу реальных примеров подобной деятельности. Представленное ниже видео покажет вам лишь одну из сотен возможных вариаций. Всё зависит только от вас и вашего желания!
 Watch this video on YouTube
Watch this video on YouTube
Многозадачность
Как мы уже говорили ранее, герои нашего обзора могут быть как узкоспециализированными, так и универсальными. И хотя второй вариант кажется более выгодным и производительным, подобное решение подойдёт далеко не всем. Во-первых, вам может понадобиться лишь одна-две функции, а не целый набор возможностей – а это уже нерациональная переплата. Во-вторых, универсальные агрегаты быстрее выходят из строя, поскольку они используют чересчур много ресурсов. Также для начинающих кузнецов будет куда проще разобраться в особенностях работы узконаправленного приспособления для холодной ковки.
 ФОТО: ggptl.gomel.byПодобный прибор хорошо подойдёт для небольшого завода или частной мастерской, но никак не для обычных бытовых нужд
ФОТО: ggptl.gomel.byПодобный прибор хорошо подойдёт для небольшого завода или частной мастерской, но никак не для обычных бытовых нужд
Стоимость аппарата
Наконец, не лишним будет упомянуть о ценах на продукцию. На самом деле, найти устройство дешевле десяти тысяч рублей в данном сегменте не так просто – поэтому многие и стремятся к изготовлению самодельного оборудования. Тем не менее, станки заводского производства актуальны всегда, особенно для тех, кто хочет активно заниматься производством кованых изделий различного вида и назначения.
 ФОТО: websvarka.ruСэкономив на приобретении полноценного агрегата, вы вряд ли получите максимально качественный и надёжный результат
ФОТО: websvarka.ruСэкономив на приобретении полноценного агрегата, вы вряд ли получите максимально качественный и надёжный результат
Оборудование для горячей ковки
Если сравнивать холодный и горячий метод ковки, то сразу, можно сказать, то, что первый способ требует от работника значительно большего мастерства, наличия некоторых художественных навыков и, конечно, умения работать с набором необходимых инструментов.

Оборудование для горячей ковки
Ковка материала происходит после его предварительного нагрева в кузнечной печи. Ее называют горном. Горн оснащен оборудованием для принудительной подачи воздуха. Нагрев производят до заданной температуры и после этого переносят на наковальню. Это металлическая плита, на которой производят ударную обработку разогретой заготовки. Ее выполняют с помощью молотков и кувалд разного веса. Один работник, легким молотком наносит удар по нужному месту, а второй, вооруженный тяжелым молотком или кувалдой, наносит в обозначенное место сильный удар. После того как заготовка остыла, ее снова загружают в печь для нагрева. Все перемещения детали в процессе ее обработки выполняют с помощью клещей с длинными рукоятками.

Ручная горячая ковка
Кроме, вышеназванных основных инструментов при горячей ковке применяют множество специального инструмента, который позволяет резать горячий метал, формовать сложные поверхности при горячей ковке металла.
Кузнечный горн
Для нагрева заготовок применяют печи, которые называют кузнечным горном. В его конструкцию входит несколько узлов. В частности:
- ствол, выполненный из материала стойкого к воздействию огня;
- очаг, со встроенной колосниковой решёткой;
- системы подачи и отбора воздуха;
- рабочего окна через которые подают длинные заготовки;
- дымоход, через который происходит удаление продуктов горения.

Кузнечный горн газовый
Кроме того, в состав горна входит и закалочная ванна.В основе работы классического кузнечного горна лежит уникальная восстановительная способность углерода. Именно эта его способность с успехом противостоит окислению заготовки, то есть его горению. Тут важна и теплотворная способность углерода. Дело в том, что подавая воздух необходимо регулировать его количество. Его должно быть столько, что бы хватило сжечь углерод, а тепло, выделяемое при этом, поднимет температуру в горне еще выше.
Кроме того, подачу воздуха в горн необходимо настроить так, чтобы подаваемого кислорода не хватало для окисления металла. Но если разогретую заготовку продержать в таком состоянии свыше необходимого времени, то произойдет ее перенасыщение углеродом. Существует такой термин — пересушивание, то есть металл становится очень хрупким. Кстати, в качестве пересушенного металла можно привести чугун.
Муфельная печь
Оборудование, которое используют для разогрева деталей, выполненных из разных материалов до заданной температуры, называют муфельной печью.

Муфельная печь
Отличительной чертой этого оборудования является наличие муфеля. Так, называют деталь, которая защищает деталь от контакта с топливом и продуктами сгорания и в то же время служит камерой, в которой деталь нагревают.На практике применяют два вида таких печей, с постоянным и сменным муфелем. В первой печи загруженные детали проходят все операции — от нагрева до состояния готовности, во втором, только до охлаждения. То есть, по мере достижения необходимой температуры и определенной выдержки заготовки один муфель убирают и на его место устанавливают другой.
Наковальня
Один из ключевых инструментов применяемый и для холодной, и для горячей ковки металлов — наковальня. Именно на ее поверхности, кузнецы выполняют деформирование заготовки и приведение ее к готовому виду. Наковальню отличает большой вес и поэтому ее жестко фиксируют к деревянной колоде.

Наковальня — ключевых инструментов
Конструктивной наковальня состоит из:
- рога;
- наличника с отверстиями;
- основания с лапами для установки наковальни.
Для изготовления этого инструмента применяют сталь 45Л. Надо отметить, то что, наковальни — это продукция, выпускаемая в соответствии с рядом ГОСТ. Например, ГОСТ 11396-75 нормирует безрогие изделия с весом от 92 до 200 кг, а ГОСТ 11398-75, определяет требования к изделиям с двумя рогами и весом от 100 до 270 кг.
https://youtube.com/watch?v=qgMsWaCbxTI
Твердость материала, из которого производят наковальни, составляет 340 — 477 по HB.
Особенности и преимущества твистеров
Твистеры, или торсионные станки, относятся к более сложному кузнечному оборудованию и служат для скручивания прутков вдоль их продольной оси.
Принцип действия у всех твистеров одинаковый — один конец заготовки или их группы зажимается в неподвижную оправку, другой — а подвижную. Подвижная оправка вращается вокруг своей оси, скручивая прутки.
В простейшем варианте неподвижная оправка зажимается в тиски, а подвижная оправка приводится в действие ручным воротом. В этом случае на заготовки надевают прочную трубу чуть большего диаметра, чтобы предотвратить нежелательную продольную деформацию прутков.
Существуют варианты кузнечного оборудования с механическими червячными редукторами и даже с электроприводом, также через редуктор.
Обязательным элементом механизированного твистера является прочная рама, соединяющая опоры оправок. При скручивании и деформации металла возникают большие продольные напряжения, вследствие которых он может деформироваться. Прочная рама позволяет противостоять таким деформациям.

Твистер для холодной ковки
При скручивании прутков длина их уменьшается, поэтому подвижная опора должна иметь возможность передвижения вдоль рамы.
Преимущества твистеров заключаются в возможности создания:
- выразительной формы и фактуры поверхности при скручивании одиночного прутка;
- уникальных украшений и деталей предметов интерьера — фонариков (шишек);
Создать такие формы и фактуры другими методами обработки металла крайне затруднительно или попросту невозможно.
Рычажная улитка
Простейшая разновидность станка — это рычажная улитка. На массивной платформе закреплен захват для начала изгибаемой полосы и шаблон завитка, к которому полосу притягивают рожковым рычажным захватом.

Рычажная улитка для холодной ковки
Если нужно сделать много одинаковых завитков, то полосу шаблона и захват приваривают к металлической плите, если требуются завитки разной формы и начального радиуса — используют деревянную или фанерную платформу с большим количеством отверстий, в которые вставляют закаленные болты для формирования захвата и точек шаблона. Для выполнения такой гибки нужно обладать недюжинной физической силой.
Улитка с поворотной плитой
Шаблон используется такой же, ка в рычажной улитке, но применяется поворотная платформа, в ней в шаблоне фиксируется конец заготовки, которая подается через неподвижный упор-фиксатор на верстаке.

Улитка с поворотной плитой для холодной ковки
Вращаясь, шаблон затягивает полосу металла в себя и выгибает его по намеченной траектории. Для облегчения труда при повороте плиты используют червячный привод.
Улитка с воротом и поворотным лемехом
Существует усовершенствованная разновидность улитки — улитка с воротом и поворотным лемехом. Для увеличения физической силы человека используется ворот. Он вращает серпообразный или спиралеобразный лемех, изготовленный из особо прочной стали. Применяются также складные лемехи для получения деталей переменной кривизны и сложной формы.

Улитка с воротом и поворотным лемехом
Такой лемех состоит из нескольких частей, соединенных между совой осями и закрепленных друг относительно друга штифтовыми фиксаторами. По мере прохождения того или иного участка сложной спирали соответствующий штифт извлекается и часть лемеха складывается, не принимая участи в дальнейшей холодной ковке. Заготовка закрепляется с помощью фиксатора на платформе. В пазу двигается ролик, который прижимает пруток или полосу к лемеху. При повороте ворота согласно закону рычага лемех проворачивается по меньшему радиусу, но с пропорционально большим усилием, валик и прижимает деталь к выставленным на плите фиксаторам.
На улитке с поворотным лемехом можно выгибать до 5 витков спирали, благодаря постоянному усилию изделия получаются одинаковыми, а в силу возможности регулировки прижима ролика можно получать двойные завитки и завитки переменной кривизны.
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Ковка, гибка и штамповка
Чем отличается холодная ковка металла от, например, штампования? В штамповке материал не растекается совсем или делает это крайне слабо. Для примера следует осмотреть банку для пива – она выбита единственным ударом оголовья пресса для штампа.
Если это сложное изделие типа чайника, то пуансон будет раздвижной формы.
Пуансон для пресса
Естественно, что в домашних условиях очень тяжело орудовать этими прессами и ими тяжело делать кованные детали.
Если сравнивать холодную ковку с горячей – отличия видны сразу. При холодном варианте исходный материал не требуется нагревать. По сути, ковка такого вида – это наклепывание заготовки множеством ударов с применением необходимой силы. При этом изменяется структура материала: наружная часть становится более твердой, а внутренняя – способствует повышенной стойкости и вязкость детали.
Наклепывание производится с помощью механического молота. Его можно смастерить и самому, в чем-то это даже проще, чем изготовление некоторых станков для художественной ковки.
Холодная художественная техника – это гнутье или гибка металлической заготовки. Сама структура детали серьезно не изменяется, а переработанные физические и механические параметры не оказывают серьезного влияния.
Станок для холодной ковки своими руками
Станки для ковки доступны любому человеку без специальных навыков и дорогих материалов. Ниже будет описано как сделать различные кузнечные приспособления из подручных средств дома или маленьком помещении, например: гараже, подвальном помещении.
Станки для ковки металла (Фото: Instagram / stanki_kovka_metalla)
Проектирование станка холодной ковки: подготовительные работы
Перед сборкой механизмов для производства металлических изделий нужно подготовить чертеж, на котором будет изображен станок, с ключевыми узлами. Также на чертеже указываются крепления и вписываются размеры. Найти готовый набросок оборудования можно в глобальной сети.
Как собрать торсионный станок для холодной ковки
Самодельный торсионный станок значительно облегчит труд кузнеца, и сэкономит деньги. Сборка конструкции состоит из нескольких последовательных этапов:
- В первую очередь, нужно изготовить массивную станину из металла.
- На поверхности с помощью сварки каркаса закрепляется швеллер.
- Поверх швеллера на одном из его концов требуется установить тиски. Они предназначены для зажима прутьев.
- На противоположную часть швеллера, необходимо закрепить зажим на подвижных роликах. Сам зажим можно сделать из металлической втулки. В ней должны быть отверстия, в которые вставляются зажимные болты.
- После закрепления втулки на роликах, на нее навариваются ручки, чтобы мастер мог крутить ее, закручивая прутья.
Втулка и тиски должны располагаться в один уровень.
Как сделать станок гнутик для холодной ковки
Является простейшим домашним самодельным станком. Изготовить конструкцию для сгибания заготовок можно из двух металлических валов, литой пластины и упорного механизма. Валы фиксируются по двум сторонам стальной пластины. Меду ними должно быть прямоугольное отверстие. В нем закрепляется подвижный упор. Он нужен, чтобы мастер мог выбирать угол при изгибании заготовок. При сборке гнутика используют детали из инструментальной стали.
Станок улитка для холодной ковки своими руками: варианты исполнения
Существуют разные варианты создания витков для обработки металлических прутьев. Три популярных способа:
- На металлическом столе рисуется улитка нужной формы и размера. Для готового рисунка, нужно вырезать металлические пластинки разной толщины, повторяющие форму улитки. После их закрепления на нарисованном контуре, приспособление готово к работе.
- Съемная конструкция со множеством болтов. Изготавливается из круглой металлической плиты. В ней делаются отверстия с резьбой, под закрепление болтов. С их помощью можно изменять радиус, по которому будут изгибаться заготовки. Также благодаря наличию отверстий можно закреплять виток на любом рабочем столе.
- Более продвинутая конструкция. Улитка для холодной ковки создается своими руками из набора заранее изготовленных каркасов. Они имеют разный радиус, по которому будут сгибаться заготовки. Остается сделать устойчивую рабочую поверхность и при работе закреплять подготовленные каркасы улиток на ней.
После сборки любого из представленных вариантов, нужно проверить самодельное приспособление на черновых заготовках.
Как сделать улитку
Ручные станки для холодной ковки заслужили уважение среди кузнецов. Виток позволяет производить завитки с маленьким ядром, крученные ограждения и каркасы для садовой мебели. Простой способ сборки улитки:
- На металлической пластине требуется нарисовать контур будущих изгибов.
- На него, с помощью сварочного аппарата, закрепляется толстолистовой металл, выдерживающий большие нагрузки.
- Рядом со станком устанавливаются тиски для зажима одной стороны заготовки.
Готовый каркас крепится на подвижном валу, а сверху закрепляются ручки. Они позволяют кузнецу вращать улитку.
Любой человек может изготовить приспособления, чтобы было проще работать с металлами, собственноручно. Для его сборки не требуется практических навыков или дорогих материалов. Разместить ручной станок можно в подвале или гараже.
Искусство холодной ковки от идеи до готового образца
Идеи использования металлических элементов декора чаще всего реализуются в изготовлении оград, ворот, оконных решёток и козырьков. Готовые штучные элементы холодной ковки из металла различного профиля соединяются в готовую композицию сваркой. Простота технологии позволяет получить необычные узоры и объёмные композиции с минимальными навыками работы с металлом, станками и оборудованием.
Большим плюсом этой технологии выступает возможность использования готовых заготовок. Стандартные размеры завитушек, улиток, розеток и винтовых профилей позволяют создавать как единичные изделия, так и выполнять работы по шаблону, например, одинаковые пролёты ограды или оконные решётки.
Вместе с тем изделия из холодной ковки становятся особенно привлекательными тогда, когда в них присутствуют необычные элементы, которые изготавливаются в единичных экземплярах. Именно поэтому, мастера, работающие в этой технике обработки металла, предпочитают сами создавать заготовки из проката. Здесь важную роль играет оснащённость мастерской необходимыми приспособлениями и станками для обработки металла.

Ворота, изготовленные с использованием элементов холодной ковкиИсточник stroimaterials.ru









