Все о точечной сварке — ее характеристики, техника применения, плюсы и минусы
Содержание:
- Промышленное применение точечной и шовной сварки
- Виды контактной сварки
- Процесс ТС
- Как выбрать аппарат для точечной сварки
- Оборудование для точечной и шовной контактной сварки
- Как сделать в домашних условиях
- Контроль качества сварных соединений
- Фазы процесса
- Характеристики устройства
- Аккумуляторы 18650 и их сварка
- Клещи для контактной сварки своими руками
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы
сварки являются одними из наиболее перспективных, в первую очередь, в условиях
массового производства. Среди механизированных способов сварки контактная уверенно
занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении.
Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона
с рамой.
Другими областями массового применения являются производство комбайнов и тракторов,
бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении
строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает
при изготовлении металлоконструкций ответственного назначения, например, при
производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные
элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных
схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток,
решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных
колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие
при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки
автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников
и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость
сварки герметичных швов достигает 10-15 м/мин.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
Рельефное соединениеФОТО: weldering.com
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
Шовная сваркаФОТО: svarkaprosto.ru
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Процесс ТС

Перейдем теперь к процессу точечной сварки, который состоит всего из 3-х этапов. Первый, подготовительный (рассмотрим отдельно ниже в статье).
Второй, свариваемый: после того как детали подготовлены, их располагают под остриём сварочной машины, затем сжимают. В результате деформации металла получаем углубление в виде точки.
Подаем ток, деталь нагревается, затем плавится, в углублении образуется жидкий центр. С течением времени ток проходит через весь центр и увеличивает точку в размере.
Эта точка формирует свариваемое место. Так как ранее была произведена деформация металла, процесс не формирует брызг метала, а шов в итоге выглядит естественно без зачистки.
Третий этап — завершающий. Прекращаем подачу тока, нагрев металла останавливается, точка кристаллизируется. Жидкий центр теперь часть детали.
Его необходимо убрать для этого есть несколько способов. Рекомендуем сдавить элементы сильнее перед окончанием сваривания, тогда шов становится более единородный. ТС своими руками проста и выполнима человеком без высокой квалификации.
Подготовительный этап

Разные способы сваривания металла, в т.ч. и ТС, предусматривают поначалу подготовку металла. Для начала очистите место сваривания:
- от загрязнений;
- от коррозии;
- от окисной пленки.
Без очистки мощность теряется и приводит к большему износу сварочного агрегата. Рекомендуем применять следующие методы очищения:
- пескоструйная очистка;
- болгарка с металлической щеткой;
- наждачная бумага;
- спецрастворы (для небольших элементов).
Особое внимание надо уделить подготовке алюминия и его производных. На поверхности существуют плотная пленка оксида
Она служит барьером для качественного прогрева и сварки деталей. Поэтом требуется обязательно удалять планку перед началом сваривания.
Важность заключается в том, что конструкция созданная без удаления пленки, не будет иметь достаточную прочность
Сварочные агрегаты
Для точечной сварки необходимо иметь прежде всего сварочный аппарат. Можно работать оборудованием как с постоянным, так и с переменным током; конденсаторного типа или на низкой частоте.
Все виды сварочных машин рознятся формой свариваемого тока и силовым электрическим контуром. У них существуют свои позитивные и негативные стороны. Нет конкретного аппарата, который устроит каждого сварщика.
Мы рекомендуем работать аппаратом с переменным током, по статистике это более используемый вариант. В зависимости от необходимых работ — выбирайте тип агрегатов.
Как выбрать аппарат для точечной сварки
Не только цена и финансовые возможности решают, какой аппарат контактной сварки купить. Многое зависит от целей, сферы применения, а также технических эксплуатационных характеристик. Мы ознакомились с рекомендациями опытных мастеров, после чего обозначили первостепенные критерии – режим воздействия, максимально возможный сварочный ток, толщина металлов, способ управления, а также потребляемая мощность.
Режим воздействия
Современные модели работают по двум режимам воздействия на заготовки, детали:
- Односторонний режим. Он присущ больше споттерам, что оснащены пистолетом со штангой, обратным молотком с электродом на торце. Для сварки нужно прихватиться этой деталью к поверхности, выполнять обратные удары, чтобы вытянуть металл. Этот метод целесообразный, если воздействие производится в труднодоступных местах, а также при взаимодействии с крупными изделиями.
- Двусторонний режим. Этот способ уместен, если необходимо соединить металл внахлест. С такой задачей справятся клещи, обхватывающие участок с двух сторон. Удаленность точек будет зависеть от вылета консолей, обычно это 12-50 см. Подвижной бывает верхняя консоль, ее опускают путем прижима с одновременным разогревом.
Максимальный сварочный ток
Возможности оборудования напрямую зависят от границы сварочного тока. Например, если аппарат выдает 3000 А, общее сечение сможет соединить детали толщиной 3 мм. Если параметр повышен до 6000 А, в таком случае «сшивают» сталь 4-5 мм. Такие возможности демонстрируют бытовые модели, для промышленных целей созданы усиленное оборудование 10000-16000 А, что соответствует суммарной толщине 9 мм.
Толщина свариваемых металлов
Такой критерий также нельзя не учитывать при выборе сварочного оборудования. Если в инструкции указано, что клещи или споттер сцепит листы толщиной 3 мм, то работа с более широкими поверхностями будет некачественной. Обозначается параметр двумя способами – суммарный (например, 6 мм) или раздельный (3+3 мм). Промышленные версии способны одновременно скреплять 3 листа, тогда параметр будет 3+3+3 мм.
Способ управления
Бытовые задачи с легкостью решит упрощенная модель с ручным способом управления. Бюджетные товары не предусматривают настройки силы тока, действуя всегда на максимуме. С клещами оператору нужно будет самостоятельно сдавливать консоли, контролируя соприкосновение электродов.
Современные, промышленные конструкции оснащены синергичным микропроцессорным способом управления. Для этого предусмотрена цифровая панель, где мастер указывает тип соединения, толщину изделия. Умная система самостоятельно подбирает оптимальный режим, в нужное время подает и отключает ток. Остается только к ножному месту подносить электроды.
Мощность
Показатель мощности подбирается с учетом поверхностей, которые будут обрабатываться. Тугоплавкие металлы требуют устройство, на котором можно регулировать ток в большом диапазоне. Для обычного металла подойдет стандартный вариант точечной сварки. Параметр в пределах 5 кВт выдержит однофазное напряжение, все, что свыше требует дополнительных мер или сети 380 В.
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
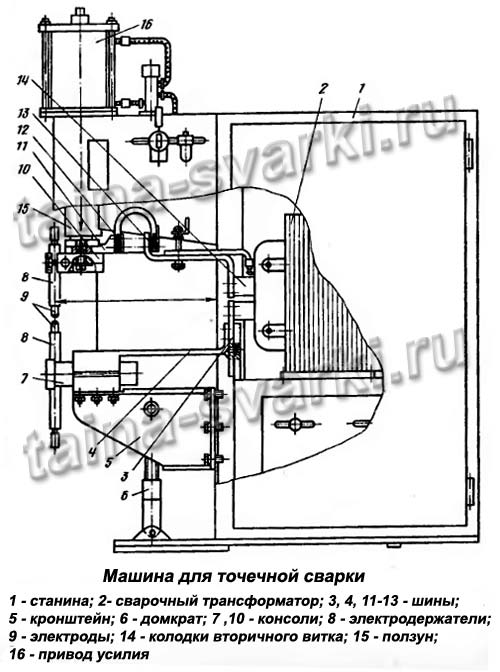
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
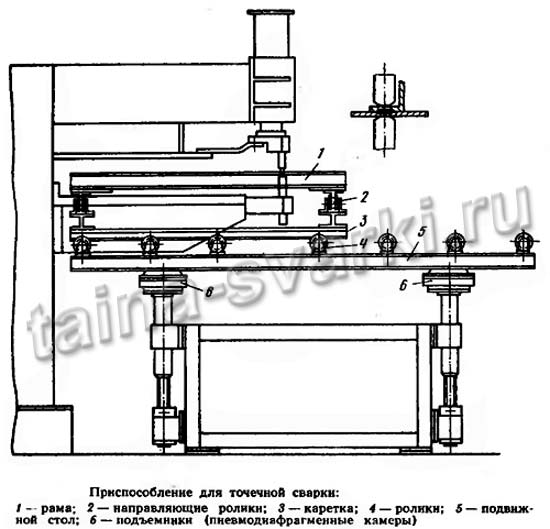
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Как сделать в домашних условиях
Для работы в домашних условиях используют оборудование, которое несложно собрать своими руками. Оно может быть мобильным или стационарным.
Оборудование несложно собрать своими руками.
Алгоритм действий:
- Задайте на приборе базовые параметры.
- Определите напряжение в точке сварки.
- Установите силу тока (переменный или постоянный).
- Посчитайте время импульса.
- Определите, сколько надо электродов, их марку.
Трансформатор — это базовый элемент, он задает силу тока.
Изготовить прибор нужной мощности несложно самостоятельно:
- Возьмите сердечник сечением 60 см².
- Плотно стяните пластины с помощью болтов (8 мм).
- Укрепите с торца блок профилем «П».
- Сделайте первичную обмотку с помощью провода ПЭВ (диаметр — 2,9 мм), намотайте 2 десятка витков.
- Заверните сердечник в трансформаторную бумагу. В начале работы — в изоленту.
- Распределите витки равномерно по всему изделию.
- Скомпонуйте еще одну обмотку на второй стойке (сформирована из самодельной шины). Этот элемент соберите из 14 медных деталей, сечение — 200 мм².
- Просверлите в верхнем блоке сердечника отверстие, к нему прикрепите кабель.
Изготовить прибор можно из трансформатора.
Из автомобильного аккумулятора
Иногда используют точечную сварку, которая получает питание от АКБ. Подходит для этих целей ионно-литиевый аккумулятор — он компактен, обладает хорошей емкостью. Перегревать блоки не надо, они могут выйти из строя.
Необходимы:
- аккумулятор емкостью 55 А*ч и напряжением 12 В;
- провод сечением 6 мм²;
- 2 щупа, которыми закрепляют электроды (сечение — от 3 мм);
- небольшая кассета, чтобы зафиксировать аккумулятор;
- никелевая лента 0,12 x 7 мм;
- кольца (во избежание утечек).
Аппарат точечной сварки делают из автомобильного аккумулятора.
Перед началом функционирования автомобильного аккумулятора его необходимо протестировать. К фиксаторам прикручивают провода, закрепляют их на клеммах. Все контакты защищают. Сварочный аппарат для аккумуляторов (сами элементы питания) устанавливают в блоках, они должны быть соосны во время работы.
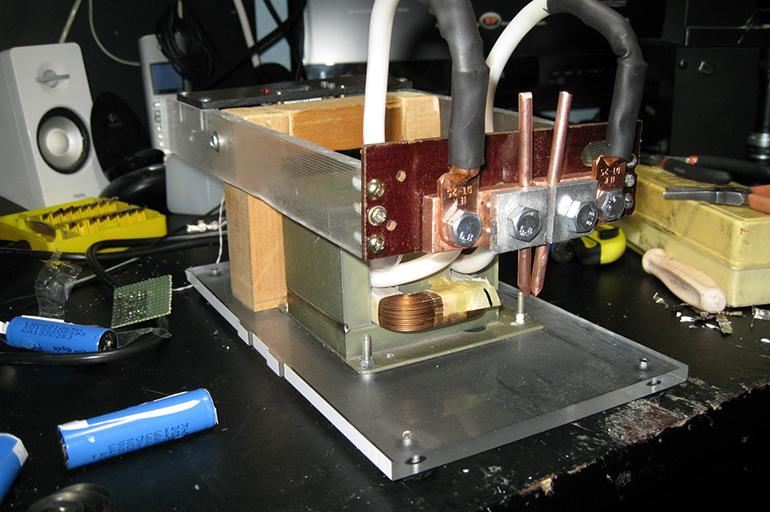
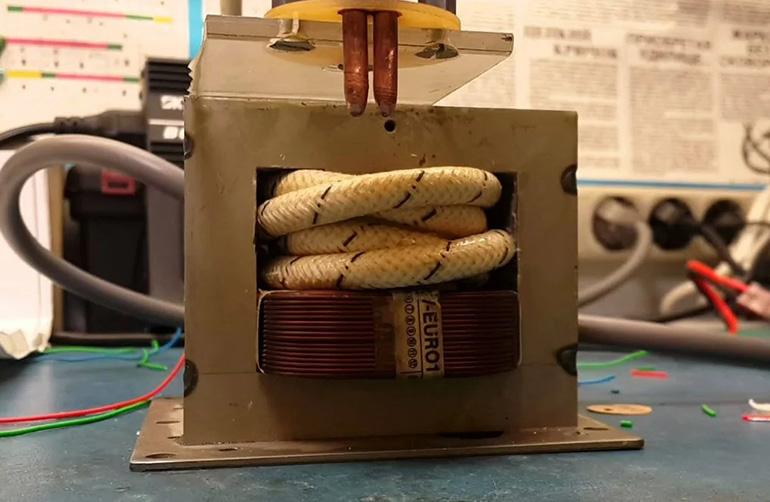
Из микроволнового или телевизионного трансформатора
Аппарат для точечной сварки должен иметь трансформатор. Он увеличивает показатель входного напряжения до нужного значения. К важнейшим параметрам относят коэффициент трансформации. В печах СВЧ есть соответствующие блоки, которые меняют напряжение, на их основе собирают самостоятельно аппарат. Подойдет блок мощностью 720-820 Вт, при этом допустимо приварить листы из металла толщиной до 1 мм. Для питания магнетрона нужно небольшое напряжение. Все элементы в процессе работы нагреваются, поэтому необходима система охлаждения.

Трансформатор необходим для аппарата точечной сварки.
Из конденсаторов
Конденсаторную сварку активно применяют, когда необходимо делать локальную обработку металла. Длительность процесса занимает тысячную долю секунды, глубина прогрева небольшая, используют листы металла толщиной до 2 мм. Чтобы не возникало конфликтов с частотой импульса и уровнем обработки, нужны специальные агрегаты — контактные сварочные механизмы.
Практикуют 2 метода:
- Без трансформатора конденсаторы разряжаются на заготовку.
- Разряд из конденсаторов поступает на первичную обмотку, вторичная цепь — заготовка для проваривания.
Конденсаторная сварка — разновидность контактной.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо
важное значение, поскольку процесс протекает очень быстро и характер формирования
соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном
шве, как непровары, могут приводить различные факторы
Это и состояние поверхностей
деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров,
при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные
характеристики соединения, такие как прочность и герметичность. Наружные и внутренние
выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины
и раковины могут влиять, в основном, на герметичность и, в меньшей степени на
прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная
с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов,
проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной
сварке. Для этого применяется радиографический
метод контроля рентгеновскими лучами. С помощью этого метода
неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Фазы процесса
Чтобы понять, как работает точечная сварка, стоит рассмотреть основные фазы процесса, а всего их три. Каждая имеет характерные особенности, которые оказывают влияние на итоговые результаты. В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.

При проведении второй фазы подается ток к зоне контакта. Это вызывает расплавление металла в точке сваривания и образование расплавленного ядра. Пока проходит ток, наблюдается расширение ядра до максимальных показателей. Сжимание свариваемых компонентов вызывает образование пояса с плотной структурой вокруг жидкого ядра, именно он предотвращает выход расплавленного металла за пределы сварочной зоны.
Во время третьей фазы сварочный ток выключается, а металл в это время остывает и кристаллизуется. При охлаждении прижимное состояние элементов сохраняется некоторый период, это снимает напряжение.
Стоит отметить! Все важные требования и правила проведения работ указываются в ГОСТах и документации. А подробная схема точечной сварки с указателями поможет понять, как должен правильно проводиться процесс сваривания.
Характеристики устройства
Какой бы сложной ни была машина точечной сварки, трансформатор всегда является ее главной частью. Он должен быть мощностью не менее 1 кВт. Чем она выше, тем лучше. На выходе получается напряжение около 2 В. Ток достигает 800 А, и им можно сваривать листы толщиной до 1,5 мм.
Корпус самодельного аппарата делают из фанеры, а движущиеся детали (рычаги) — из деревянных брусков. После сборки трансформатор крепится к основанию саморезами и присоединяется к заземлению. На торцах рычагов устанавливаются контактные электроды, и к ним подключаются провода вторичной обмотки. Верхний рычаг подпружинивают, чтобы он в исходном состоянии был приподнят.

Детали размещают между электродами. При действии на верхний рычаг электроды сходятся и прижимают листы друг к другу. При нажатии на выключатель в течение 3-4 секунд через листы проходит сварочный ток. После его отключения надо подождать, чтобы шов остыл.
Если требуется более мощная точечная сварка, применяется 2 аналогичных трансформатора с соединенными обмотками. Для увеличения выходного напряжения провод большой толщины соединяют последовательно через вторичные обмотки с одинаковым количеством витков. Чтобы не ошибиться и не включить их в противофазе, можно экспериментально пропустить через трансформаторы тонкий провод, а затем замерить напряжение на выходе.
Когда требуется мощный аппарат точечной сварки, своими руками его делают из обычного сварочного трансформатора, добавив к нему еще одну обмотку с необходимым количеством витков
Важно, чтобы он подходил по мощности к электрической сети. Длину провода и количество соединений следует делать минимальными, поскольку на них теряется мощность и выделяется тепло
В качестве электродов применяются медные стержни. Для этого можно использовать жало паяльника. Преимуществом меди является то, что она не сваривается со стальными деталями и меньше нагревается. Необходимо также учитывать, что через электроды создается сжатие свариваемых деталей между собой. Со временем они теряют форму и изнашиваются, и их нужно менять. Наконечники и провод нужно спаять, поскольку место контакта со временем окисляется.
Органами управления в аппарате являются рычаг и выключатель первичной цепи. Мощность прижатия возрастает с увеличением толщины листов. Поэтому рычаг должен соответствовать требованиям технологии сварки. Выключатель устанавливается в первичной цепи. Если у нее большая мощность, можно применять магнитные пускатели. Тогда на рычаге можно установить выключатель, чтобы одной рукой можно было создавать усилие прижатия и включать сварочный ток. Другая рука остается свободной для работы с деталями.
Если первичную обмотку аппарата подключать через лабораторный автотрансформатор (ЛАТР) мощностью 2-3 кВт, сварочное напряжение можно регулировать. Можно сделать вторичную обмотку непосредственно на нем. В результате получится сварочный аппарат с регулированием тока. Слабым местом ЛАТРа является двигатель с колесиком, которое по мере износа начинает замыкать несколько витков, и обмотка начинает гореть. Более надежным является автотрансформатор со ступенчатым переключением обмоток.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.

В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.

Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:

Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Клещи для контактной сварки своими руками
Чтобы самостоятельно сделать такое приспособление, выполняют следующие шаги:
- Формируют основу. Для этого используют подручные материалы — стальные листы толщиной до 5 мм. Из них нарезают полосы шириной 2 см. Длина зависит от конструкции сварочных клещей. Полосы можно заменить металлическими прутами. Концы двух заготовок загибают в виде щипцов.
- Накладывают детали друг на друга, стыкуют их. В центральной части просверливают отверстие, где будет располагаться регулировочный винт. Между пластинами укладывают диэлектрическую прослойку.
- На одном конце стержня или полосы просверливают отверстие для закрепления медного кабеля. Те же действия выполняют в отношении второй заготовки. Отверстия должны находиться друг напротив друга.
- Металлические элементы клещей закрывают резиновой накладкой и изолентой. Материалы защитят сварщика от поражения током во время работы.
- Устанавливают пружину между ручками клещей. Деталь необходима для фиксации свариваемых элементов.









