Как сделать споттер из сварочного аппарата своими руками
Содержание:
- Как работать споттером
- Оборудование для точечной и шовной контактной сварки
- Насадки для споттера своими руками – Справочник металлиста
- Из чего состоит споттер и как им пользоваться
- Споттеры – технология применения и устройство прибора
- Ключевые функции и технические характеристики споттера
- Как сделать гребенку для споттера своими руками
- Инопуллер (обратный молоток) для самодельного споттера
- Особенности переделки
- Основные компоненты для сборки
- Основные компоненты споттера
- Корпус и комплектующие
- Как сваривать детали с помощью споттера?
Как работать споттером
Работа споттером авто рихтовка отточена многими специалистами, но особой сложности методика не представляет для начинающих рихтовщиков. С помощью аппарата удаётся выровнять вмятину на любом участке, независимо от места расположения.
На электрод поступает ток от сварочной установки, так выполняется соединение с деформированной областью. Для выпрямления используется обратный молоток, может заменяться особым упором. Механические воздействия продолжают до момента полного выравнивания поверхности. После завершения работ участок зачищают, так как на нём остаются шлаки от электрода.

Чтобы научиться пользоваться споттером, не нужно идти на специальные курсы
Алгоритм использования споттера для рихтовки:
- Подготовка поверхности. Независимо от материала корпуса (алюминий или железо), с поверхности удаляют все покрытия: лакокрасочный слой, шпаклёвку, грунтовку.
- Подключение «минуса». С кузовом соединяется клемма «минус» для заземления.
- Установка крепежа. Привариваются фиксаторы (любые зацепы, петли или крючки) к деформированному участку корпуса. Для соединения используют сварку по точкам.
- Подготовка инструмента. Выполняют сцепление основного инструмента и подготавливают вспомогательные конструкции. Удобно использовать пуллер – устройство для облегчения восстановления деталей.
- Правка детали. Вытягивание кузовного элемента до восстановления первоначального вида и формы.
- Демонтаж крепежа. Для удаления фиксаторов подойдёт болгарка.
- Шлифовка. Окончательный этап – зачистка поверхности и работы по подготовке к окрашиванию.
Устранение маленьких вмятин
Принципиальных отличий выравнивания небольших и масштабных вмятин существует несколько:
- фиксируется всего один зацеп для вытягивания;
- зачистка проводится исключительно на деформированном участке, остальное ЛКМ не трогают;
- деталь по периметру обклеивается малярным скотчем, чтобы предотвратить разрушение краски;
- рекомендуется выполнять рихтовку аккуратно, не прикладывая сильных усилий, чтобы избежать деформирования всей детали.
Алгоритм работы остаётся прежним, но дополнительно используются небольшие насадки.

Если взять в сравнение обычный сварочный аппарат, то можно сказать, что споттер на много безопаснее, так как от него не летят искры и не нагревается металл
Работа с серьезными повреждениями
Для устранения больших повреждений потребуется масштабная работа:
- приваривается много фиксаторов вдоль вмятины, преимущественно в местах самых глубоких повреждений;
- вытягивать следует понемногу каждый элемент – и так по кругу до полного восстановления. Если сразу выровнять один участок, в момент рихтовки второго может нарушиться состояние предыдущего места;
- пригодится относительно большой обратный молоток, но сильных ударов все равно стоит избегать, иначе появляется риск повреждения крепления элемента кузова.
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Насадки для споттера своими руками – Справочник металлиста

Среди многочисленных аксессуаров для споттера есть зацеп или как его чаще называют гребенка.
Если кто не в курсе, кратко расскажу о том, в каких случаях мастера кузовного ремонта используют гребенку в работе со споттером.
О том как я смонтировал споттер из сварочного аппарата, а точнее из трансформатора сварочника вы можете почитать в этой статье — «Как сделать споттер из сварочного аппарата»
Споттер своими руками из сварочного аппарата
Рихтовочные работы могут требовать не только филигранного владения простейшими и необходимыми инструментами, но и точного знания геометрии и понимания тонкостей геометрии кузовных панелей автомобиля. Но и без специальных устройств качественная рихтовка редко когда обходится. Одним из таких вспомогательных инструментов стал споттер, о постройке которого мы и поговорим.
Споттер, что это такое
Споттер для рихтовки авто — отличная возможность избежать полного демонтажа панелей кузова при их рихтовке. Устройство позволяет выводить поверхности даже в самых труднодоступных местах. Кроме того споттер помогает восстанавливать геометрию сложных силовых элементов, не прибегая к их разборке.
Простота использования аппарата сделала его незаменимым при рихтовочных работах, а также при определенной мощности споттер можно использовать в качестве аппарата точечной сварки. По фотографии довольно понятно, как работает устройство, а принцип его действия, а также как сделать споттер своими руками из сварочного аппарата мы рассмотрим прямо сейчас.
Споттер, обратный молоток и насадки
К электрической схеме споттера мы еще обратимся, тем более, что их существует несколько принципиально разных.
Главное — понять, как работает устройство, а собрать его можно в принципе, из того, что есть в гараже, начиная от старого трансформатора, заканчивая еле дышащим аккумулятором. Споттер, от английского spot, пятно, точечная проекция.
Назвали устройство так совсем не зря, поскольку действует он по принципу молотка, точечно, но в обратную сторону.
Фирменный споттер может работать в двух режимах — в кратковременном режиме, когда необходимо быстро и надежно закрепить направляющую споттера в нужной точке при помощи колец-насадок, а также в режиме сварки угольным электродом на минимальной мощности.
Споттер своими руками из инвертора
Инверторный споттер встречается среди самоделок чаще всего, хотя существуют и некоторые другие схемы Своими руками выполняют споттеры и без инверторов, но менее мощные, хотя и вполне работоспособные.
Поскольку споттер является одним из ответвлений контактной сварки, но отличается от нее тем, что в конструкции отсутствую клещи, более привычно рассматривать споттер, как аналог электродуговой сварки.
То есть напряжение пропускается через корпус автомобиля — один контакт присоединяется к кузову, а вторым контактом является сам шток с насадкой.
Ниже мы привели простейшую схему споттера, которую, впрочем, можно доработать по своему усмотрению.
Принцип работы схемы споттера на базе инвертора
Споттер инверторный, который мы собираем своими руками, состоит из двух основных элементов — инвертора для сварки и тиристорного реле, которое обозначено на схеме V9, а для сборки устройства потребуется:
- двухсотвольтовый тиристор;
- понижающий трансформатор на 12 вольт для управления реле от кнопки;
- реле на 30 ампер;
- диодный мост;
- контактная группа на 220 вольт и управляющая кнопка.
Трансформатор подключается к сети через диодный мост, к которому подключен тиристор электронного реле. Трансформатор Т1 запитывает управляющую ветку цепи тиристора.
Из чего состоит споттер и как им пользоваться
Споттеры визуально представляют собой аппарат, который состоит из коробки, кабеля, пистолета (стаддера) и острого прута (электрода). В коробке находится вся система сварочного аппарата, в том числе трансформаторы или инвертора. Сам процесс точечной сварки для кузовных работ авто выглядит так: на месте поврежденного металла приваривается крепеж, к которому закрепляется споттер и с помощью дополнительных механизмов или вручную вытягивается вмятина. Этот способ удобен тогда, когда выровнять поверхность кузова изнутри неудобно или невозможно. При этом существует много преимуществ работы с таким специализированным оборудованием – минимум сил, быстро и без рисков нанести больший ущерб.
Для того чтобы максимально быстро и четко произвести кузовные работы авто нужно соблюдать определенный порядок и технологию процесса, а также учесть небольшие нюансы:
- Поверхность, которая была деформирована, сначала нужно зачистить от любого вида покрытий (лака, краски, ржавчина). Этот этап работы очень важен, потому что от качества соединения двух металлов будет зависеть и результат всего процесса.
- К поверхности, которая будет корректироваться, нужно присоединить контакт заземления.
- На уже очищенную поверхность поврежденного места металла следует приварить крепеж, через который будет присоединен споттер.
- К приваренному крепежу производится захват пистолетом споттера, после чего вмятину вытягивают. Для коррекции поверхности используется обратный молоток, гидроцилиндры, стапели и так далее. Учитывая толщину металла, нужно определить каким именно приспособлением лучше рихтовать вмятину, чтобы не навредить кузову. Допустим, обратный молоток нельзя использовать для алюминия, и оцинкованный кузов возьмет не каждый споттер.
- После завершения рихтовки кузова приваренная деталь скручивается, а контактное место зачищается шлифовальной машинкой.
Споттеры – технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.

Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.
Функциональные возможности:
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.
Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области.
Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Ключевые функции и технические характеристики споттера
Самодельный или заводской споттер, имеющий промышленное назначение, обладает рядом таких важных функций:
- соединение деталей посредством сварки ремонтных шайб с использованием споттера;
- сварка точечным методом с применением металлического электрода, которая вытягивает металл панели;
- возможность прогревать металлические детали углеродным электродом и затем их охлаждать. Благодаря такой функции сварочного аппарата можно выполнять осадку металлов;
- особенности конструкции споттера делают его очень простым и удобным в плане эксплуатации;
- наличие двух сварочных режимов в споттере. Первый режим постоянного включения с применением углеродного электрода, а второй – с кратковременным включением, который регулируется по времени. Он используется с применением металлического электрода и часто используется для приварки шайб;
- наличие в споттере принудительной системы охлаждения и термостата для отключения сварочного аппарата при перегреве и автоматического его включения при нужной температуре для сварки.
Основные технические характеристики устройства:
- 220 вольт – требуемое напряжение питающей сети для нормальной работы споттера;
- 56-60 Гц – требуемая частота сети переменного тока;
- 10 кВт – максимально допустимая мощность;
- 1300 А – максимально возможный рабочий ток;
- около 8-9 В – напряжение для вторичной обмотки аппарата для сварки;
- 0-1,2 секунд – предел установки времени;
- два рабочих сварочных режима – таймер при точной сварке и непрерывный режим при обычной сварке и темперировании;
- 15 процентов – производительность при точечной сварке деталей из металла с учетом максимальной выходной мощности;
- 75 процентов – производительность при угольном варе с учетом максимальной выходной мощности;
- от 100 кг и больше – тяговое условие для иглы;
- 100 кг и выше – тяговое условие для шайбы;
- 380 на 290 на 840 мм – длина, ширина и высота изделия;
- 32 кг – вес конструкции.
Как сделать гребенку для споттера своими руками

Среди многочисленных аксессуаров для споттера есть зацеп или как его чаще называют гребенка.
Если кто не в курсе, кратко расскажу о том, в каких случаях мастера кузовного ремонта используют гребенку в работе со споттером.
О том как я смонтировал споттер из сварочного аппарата, а точнее из трансформатора сварочника вы можете почитать в этой статье – “Как сделать споттер из сварочного аппарата”
Что такое гребенка и для чего она нужна
Представьте себе согнутую дверь или крыло автомобиля, обычно это глубокий залом или вмятина. Встает вопрос – как правильно выправить такое повреждение кузовной детали максимально эффективно? Напрашивается ответ, что делать это нужно равномерно, и желательно прикладывать усилие по всей плоскости залома равномерно.
Есть варианты и в работе споттером – можно приварить проволоку «змейку», которую (у нас, во всяком случае) нигде не купишь, кроме как заказывать через интернет магазин, да и накладно это выходит. Есть альтернативный вариант – использовать шайбы (на фото ниже).
Если кратко, то их просто приваривают споттером по всему залому одну за другой и, используя как точку для зацепа, тянут вверх поочередно пока залом не выйдет. Нужно поднимать постепенно и тут пригодится такой аксессуар для споттера как гребенка. Вот так выглядит гребенка, продающаяся в специализированных магазинах.
Есть два варианта ее использования: с обратным молотком и «лифтером».
Расскажу, как сделать «гребенку» под обратный молоток своими руками, при минимуме затрат и времени. Главной частью этого приспособления, на мой взгляд, является зацеп – вот его нужно сделать правильно четко соблюдая размер, он должен быть одинаковым у всех зацепов гребенки, а все остальное зависит только от вашего воображения.
Изготовление гребенки для споттера
Итак, давайте все по порядку. Что нам нужно, а точнее, какие нужны материалы и инструменты.
- болгарка с отрезным и зачистным кругом,
- дрель,
- сверла 13 и 8мм,
- круглый напильник,
- сварочный аппарат,
- молоток,
- керн.
- Металлический прут 30 см длиной, диаметром 13-14 мм, лучше всего, если это будет каленое железо.
- Полоса листового железа толщиной 3-4 мм, шириной 3 см, длина – от 40 см.
- Болт с гайкой диаметром 8 мм.
- Трубка Ø15мм длиной около 10 см.
У меня был вот такой кусок железа, от которого я и отрезал полосу, и вот такой металлический прут.
Берем полосу металла и керним три точки, где будут отверстия на 13мм, для этого отступаем от края 1,5 см, делаем насечку, вторую через 2,5 см от первой, третью 3,5 см от второй. Сверлим отверстия.
Болгаркой вырезаем перемычку, которая образовалась между двумя первыми отверстиями.
Дальше делаем вот такой вырез, то есть, прорезаем болгаркой до имеющегося отверстия пространство для завода шайбы или змейки.
Болгаркой отрезаем полученный зацеп. Немного окультуриваем зачистным кругом. Первый есть.
Таким же образом изготавливаем еще несколько штук. Я сделал 4 штуки, а вы делайте, сколько посчитаете нужным для себя.
Теперь самое важное, о чем я говорил в начале, расстояние которое отмечено штангенциркулем, должно быть у всех зацепов одинаковое, в противном случае, вытяжение металла будет не равномерным. Если размер не совпадает, подгоните круглым напильником
Следующим этапом нужно сделать крепление под обратный молоток.
Для этого в трубке диаметром 15 мм делаем сбоку на удалении 2 см насечку и сверлим отверстие 8 мм, отступаем еще и отрезаем – получилась длина 4 см. На втором отрезке трубы вытачиваем круглым напильником торец, чтобы сбоку плотно состыковать с заготовкой.
Трубу привариваем с противоположной стороны от отверстия, на отверстие привариваем гайку на 8мм.
Отрезаем трубку, чтобы осталось 3см. Сверху привариваем гайку для крепления гребенки к обратному молотку или «лифтеру».
С одного конца штыря гребенки варим шайбу, второй оставляем свободным, чтобы можно было при необходимости добавить или снять крючки-зацепы. Собираем получившуюся конструкцию. Чтобы зацепы на гребенке не спадали при переносе с места на место, на другой конец штыря я прикрутил зажим для шлангов (хомут) – просто и удобно.
А вот так эта конструкция работает:
Инопуллер (обратный молоток) для самодельного споттера
Если вы разберетесь, как сделать споттер, то изготовить для него своими руками обратный молоток не составит для вас больших проблем. Не бойтесь потерять время на работу над таким устройством, потому что заводские модели инопуллеров стоят достаточно дорого.
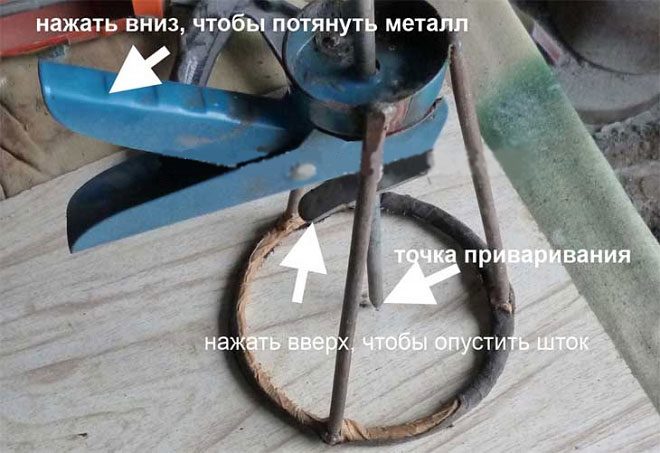
В качестве основы для изготовления такого приспособления можно взять монтажный пистолет. От него отрезается та часть, в которую вставляется баллон с монтажной пеной или герметиком. На освободившуюся после этого крышку необходимо приварить три прутка диаметром 6–10 мм, которые будут выступать в качестве стоек. На свободные концы стоек приваривается кольцо, выполненное из прутка с таким же сечением. Диаметр кольца, которое после монтажа необходимо обмотать несколькими слоями изоляционной ленты, что исключит его приваривание к выравниваемой поверхности, должен составлять примерно 100 мм.
У штока монтажного пистолета также необходимо обрезать его изогнутую часть и упор. Вместо отрезанного упора приваривается крепление, к которому будет подсоединяться кабель, идущий от стоппера. В качестве такого крепления можно использовать болт с резьбой М10 и две гайки. Обрезанную часть штока необходимо заточить, придав ему конусную форму с диаметром концевой части 3 мм. Чтобы изготовить такое нехитрое приспособление, вам потребуется около часа (или меньше, если вы предварительно ознакомитесь с видео данного процесса).
Инопуллер для споттера из монтажного пистолета
Кроме самого споттера, для работы вам понадобятся специальные шайбы. Они привариваются с помощью этого аппарата к выправляемой поверхности по технологии точечной сварки. Изготовить такие шайбы и другие приспособления для работы также можно своими руками.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства
При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет). В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Основные компоненты для сборки
- Корпус. Коробчатая конструкция из листового металла с передней и задней панелями. Обязательно наличие вентиляционных отверстий и клеммы заземления.
- Источник питания. В самом простом виде это переделанный своими руками трансформатор с защитным автоматом в первичной цепи.
- Кабели питания. Сварочный кабель должен иметь клемму для подключения к питанию и резьбовой контакт для присоединения к пистолету, а кабель массы — клемму и контактную площадку для сварного присоединения к кузовной детали.
- Схема управления. В минимальном варианте включает в себя кнопку-выключатель на пистолете, реле отключения входного напряжения, провода управления и блок питания цепи управления.
- Сварочный пистолет. На одном конце находится контактное резьбовое соединение для присоединения электродов и адаптеров, а на другом — гнездо для подключения сварочного кабеля.
- Оснастка. В базовом варианте включает в себя электроды для шайб и шпилек, обратный молоток и адаптер для подключения угольного электрода.

Сборка обратного молотка (инопуллера) своими руками
- стальной пруток длиной 60 см, диаметром 17 мм, с резьбой на обоих концах;
- стальная втулка со сквозным отверстием диаметром 15 мм, длиной 15 см и диаметром 40 мм;
- возвратная пружина;
- гайки и шайбы ограничителя хода;
- адаптеры для крепления электродов.
Вначале на конец прутка, предназначенный для крепления в пистолет, надевается шайба и плотно затягивается гайка. Затем пруток пропускается через втулку и возвратную пружину. На последнем этапе на нижнюю резьбу крепятся шайба и гайка, а затем навинчивается адаптер электрода.
Во время работы массивная втулка будет отталкиваться от пружины и совершать возвратно-поступательные движения между двумя шайбами.
Изготовление рабочего пистолета
Это связано с тем, что пистолет для споттера состоит всего из трех деталей: корпуса, контактного стержня и выключателя. Контактный стержень обычно изготавливают из латуни. На одном его конце находится резьба для крепления обратного молотка, а на другом — зажим для подключения питания.
Для тех, делает такие устройства собственными руками, поместить его в пистолетный корпус или использовать как есть — дело личных предпочтений. При этом, несмотря на низкое напряжение сварки, он должен быть обязательно заизолирован: таковы требования правил техники безопасности.

Трансформатор для споттера
При этом авторы этих поделок не сообщают, на какой ток рассчитаны их устройства, а это очень важно, т. к
проплавление поверхности металла при работе споттера должно происходить за доли секунд, никак не проявляясь с обратной стороны детали. Фабричные аппараты имеют мощность 3÷5 кВт при напряжении холостого хода 7÷8 В (напряжение при сварке – 1.5÷2 В).
Для споттера, собранного своими руками и предназначенного только для кузовного ремонта, достаточно мощности 1.5÷2 кВт. Рассчитать, сколько должно быть витков во вторичной обмотке трансформатора, несложно.
Для этого количество витков первичной обмотки (новой) надо разделить на частное от деления 220 на 7÷8. Обычно получается буквально несколько витков.
Схема блока управления
Во многих из предлагаемых устройств реализованы регулировки тока и напряжения холостого хода, а также управление длительностью сварочного импульса. Их изготовление предполагает определенную квалификацию, а применяемые детали не так уж и дешевы.
Выбор одной из таких схем целесообразен, если предполагается делать споттер для коммерческого использования в небольшой автомастерской. А для устройств, которые изготавливаются своими руками и используются в домашних условиях, имеются более простых решений.
Основные компоненты споттера
Главные комплектующими оборудования являются:
- пуллер;
- диодный мост;
- реле – на 30 А;
- инопуллер (обратный молоток);
- трансформатор – 1500 А;
- контактор – 220 В;
- блок управления с тиристором – 200 В.
Корпус
Устройство должно отличаться функциональностью и удобством. Размер выбирается индивидуально. Необходимо правильно разместить управляющие элементы. Желательно сделать обработку поверхности диэлектрическим материалом.
Корпус может изготавливаться из таких материалов, как: пластик, металл, дерево. Можно использовать:
- Короб из металла старого оборудования, который подходит по габаритам.
- Оцинкованный тонкий жестяной лист или с порошковой окраской.
- Системный блок для ПК. Отличается удобством, поскольку доступно для установки кулеры и микросхемы. В целях защиты можно применять короб из дерева, имеющий откидную крышку.
Для крепежа используют заклепки и саморезы.
Источник питания
Трансформатор с диодным мостом, собирающимся на диодах Д226Б – главные составляющие блока питания. Они заряжают конденсатор(С1), способствующий открытию тиристора, который расположен в диагональной части моста. Регулировка длительности напряжения происходит резистором (R1).
Любой блок питания способный дать 10 В, можно использовать для агрегата.
Кабели питания
Выбор кабелей делается с учетом правильно подобранного сечения. Схема расчета: на 1 мм2 – 10 А. Длина для массы не должна быть больше 1,5 м, для рабочей – 2,5 м. Если не учитывать указанные параметры, то сварочные действия будут выполнены не качественно.
Кончики проводов закрепляются соединительными элементами. Для этого могут применяться клеммы, используемые в резьбовых соединениях. А также специальные устройства, обеспечивающие скорость соединения на агрегате и пистолете, например, крокодил.
Схема управления
Чтобы правильно осуществить сборку аппарата, следует ознакомиться со схемой агрегата:
- при подключении, на устройство подается напряжение;
- ток, преобразовываясь, направляется на диодный мост;
- далее попадает на конденсатор и заряжает;
- изменяется положение переключателя;
- отключается от зарядного устройства конденсатор;
- напряжение переходит на цепь тиристора и способствует открытию;
- электрический импульс поступает на аппарат;
- образуется сильное напряжение с помощью вторичной обработки;
- после окончательно разряжения конденсатора, тиристор закрывается;
- магнитная цепь агрегата возвращается в первоначальное состояние.
Для повторного заряжения конденсатора, требуется изменение положения переключателя.
Сварочный пистолет
Считается главным приспособлением споттера. Должен обладать конструкцией, позволяющей без разборки осуществить замену электрода. Последний желательно изготовить из меди, имеющий диаметр 8-10 мм.
Чтобы самостоятельным образом изготовить пистолет, следует воспользоваться следующими устройствами:
- неработающая дрель, с удаленной внутренней частью;
- полуавтоматическое сварочное оборудование (рабочая часть);
- клеевой пистолет для монтажных работ.
В качестве дополнительных оснащений применяют штангу и утяжелитель.
Для подключения к агрегату, применяется комбинация из 5-жильного провода с соответствующим сечением.
Оснастка
Чтобы изготовить споттер, понадобятся следующие материалы:
- зажим;
- крепеж;
- кабель(3 м);
- лист из металла;
- уголок 20*20 каркаса;
- кабель питания;
- резистор переменный (100 Ом);
- текстолитовая плата (6 мм);
- рукоятка для пистолета;
- кабели для обмотки (от 70 мм2) – возможна замена на шины из меди или алюминия с необходимым сечением;
- стержень из латуни (диаметр 16 мм, длина 250-300 мм);
- заготовка из латуни (диаметр 60 мм, длина 100 мм).
Корпус и комплектующие
При создании самодельного прибора, производится подбор корпуса. В качестве основания прибора выступает диэлектрическая плитка. Детали из других материалов для этой цели не используются. Габариты основания выбираются произвольно. Необходимо учитывать, чтобы на него можно было поместить все используемые комплектующие. При этом они должны быть размещены так, чтобы при монтаже и в случае необходимости к ним был обеспечен свободный доступ.
Подходящий вариант для выполнения функций корпуса – старый сварочный аппарат. Также в качестве корпуса используется микроволновая печь. Крепление компонентов зависит от того, каким планируется сделать прибор: стационарным или переносным. При выборе второго варианта, комплектующие распределяются равномерно, и монтируются при помощи крепежных элементов. С внешней стороны корпуса устанавливаются ручки для транспортировки.
Учитывая вес оборудования, под основанием следует установить колеса. Благодаря этому устройство не потребуется поднимать при перемещении.
Список дополнительных комплектующих состоит из:
- пистолета – рабочий механизм прибора;
- сварочных кабелей – в количестве двух штук;
- инопуллера – прибор, известный также под названием «обратный молоток».
Как сваривать детали с помощью споттера?
 Существует признанная технология работы с помощью споттера, которую определили мастера кузовных ремонтов. Она актуальна при ремонте труднодостижимых деформированных частей кузова на автомобиле. Часто такая схема работы применяется по отношению к деформированным дверям автомобиля, крыльям и другим частям транспорта. Она актуальна везде, где усилия направлены к внешней стороне рабочей поверхности и где расположен деформированный участок конструкции.
Существует признанная технология работы с помощью споттера, которую определили мастера кузовных ремонтов. Она актуальна при ремонте труднодостижимых деформированных частей кузова на автомобиле. Часто такая схема работы применяется по отношению к деформированным дверям автомобиля, крыльям и другим частям транспорта. Она актуальна везде, где усилия направлены к внешней стороне рабочей поверхности и где расположен деформированный участок конструкции.
Точечную сварку выполняют с помощью поступающего тока, а затем локальная поверхность выравнивается упором или инерционным молотком. Благодаря таким манипуляциям достаточно быстро поврежденная часть автомобиля вытянется в исходное положение.
Потом деформированная и выровненная поверхность шлифуется. Это нужно делать так, чтобы точки были удалены от сварки и рабочая поверхность была гладкой. Не забывайте об обязательном заземлении для корпуса, также от аккумулятора должна быть отсоединена отрицательная клемма.
Технология сварки с помощью споттера выглядит следующим образом:
- деформированный участок на автомобильной детали тщательно зачистите, пока не будет видна поверхность металла;
- прикрепите к подготовленной поверхности заземлительный контакт;
- приварите крепежные элементы;
- захватите эти элементы с помощью специальных приспособлений и инструментов, которые будут нужны для плавки металлов;
- вытягиваем деформированный участок поверхности металлической конструкции;
- приваренный элемент можно с легкостью удалить своими руками с помощью вращательных движений;
- очистите поверхность детали, которая ремонтировалась и приготовьте этот участок к шпатлевке.
Чтобы работать при помощи споттера, независимо от того, самодельный он или заводской, нужно иметь навыки сварочных работ. Также нужно соблюдать правила эксплуатации данного аппарата и выполнять правила проведения сварочных работ. Все это позволит отремонтировать деформированную часть автомобиля быстро и успешно.
Споттер станет незаменимым при выполнении всевозможных ремонтных работ на кузове автомобиля, требующих точечного сосредоточения. А как вы смогли убедиться, этот аппарат можно собрать и своими руками.
https://youtube.com/watch?v=tf5-uJ_pn-o









