Как заточить конусное ступенчатое сверло
Содержание:
- Особенности заточки рассматриваемого инструмента
- 3
- Практическое обучение
- Какой угол выбрать
- Сверла
- Выбор конусного сверла
- Основные виды бетонных сверл
- Контроль качества заточки
- Преимущества использования специальных приспособлений
- Можно ли вручную заточить ступенчатые свёрла и зенковки?
- Что такое сверло и как его заточить
- Необходимые инструменты
Особенности заточки рассматриваемого инструмента
Сложность конструкции сверла определяет то, что при заточке может возникнуть просто огромное количество нюансов. К особенностям проводимой работы можно отнести нижеприведенные моменты:
- Необходимость в заточке многие замечают при возникновении проблем на момент проведения работы по сверлению. Стоит учитывать, что проблемы могут возникать не только по причине затупления режущей кромки, но и поломки или износа всего инструмента.
- Первым признаком того, что следует провести заточку сверла является существенное увеличение продолжительности работы. Другими словами, на получение отверстия уходит намного больше времени.
- Тупое сверло намного быстрее греется. Стоит учитывать, что повышенная температура становится причиной деформации металла. Высокая температура приводит к повышению пластичности металла.
- При отсутствии требуемого опыта следует провести тренировку на изношенных сверлах. Это позволит исключить вероятность повреждения режущего инструмента. При неправильном проведении работы в дальнейшем сверло нельзя будет использовать для проведения работы.
Читать также: Шароточка для токарного станка своими руками

Разновидности сверл по дереву.
Важным моментом назовем то, что сверло по дереву изготавливается из менее прочного материала. Сверла, предназначенные для сверления металла, изготавливают из более износоустойчивого материала.
3
Процесс заточки не является сложным, однако нужно соблюдать последовательность действий. Понадобится выбрать подходящий вид заточки. Его следует определять по тому, какую форму надо будет придать режущим элементам приспособления.
Чтобы понять, правильно ли было подточено сверло, понадобится осмотреть его. Признаки правильной заточки являются следующими:
- кромки для резки должны иметь идентичную длину относительно оси сверла;
- элементы должны иметь одинаковые углы заострения.
Заточку следует начинать с заднего основания сверла. Его надо тщательно прижать к кругу
В процессе важно соблюдать правильный угол заточки, который был задан изначально. Без соответствующего опыта все правильно выполнить с первого раза под силу не каждому, поэтому нужно подготовиться к тому, что понадобится сделать несколько этапов
После каждого из них следует тщательно осмотреть основание. Работу надо продолжать до того момента, пока заднее основание не будет иметь форму конуса, если смотреть на него сбоку.

Заточка заднего основания сверла
Когда необходимый результат будет получен, можно переходить к заточке элемента для резки. Способы подточки могут быть разными. В процессе следует попытаться сделать так, чтобы 2 элемента были заточены одинаково. Работы по заточке понадобится выполнять под правильным углом.
В случае одноплоскостной подточки заднее основание должно обрабатываться в виде единой плоскости, при этом угол должен находиться в пределах 28-30°. Это простой метод, используемый для изделий небольшой толщины, диаметр которых не превышает 3 мм.
Если работа выполняется данным методом, то сверло надо прижать под необходимым углом к точильному кругу. В процессе заточки элемент не должен переворачиваться или перемещаться. Во многих случаях это приводит к тому, что кромки для резки у сверла рассыпаются, особенно если имеется металл низкого качества.
Точильный круг
Режущий элемент сверл большого диаметра должен затачиваться коническим способом. Этот метод выполнить сложнее. Если нет уверенности в правильности выполнения данной работы, то рекомендуется сначала поэкспериментировать с каким-нибудь ненужным основанием, чтобы набраться опыта.
Этот метод заключается в следующем: левой рукой приспособление нужно взять за основание, а правой — за хвост. Держать основание следует рядом с заборным конусом, иначе правильную заточку выполнить не получится. В данном положении сверло будет прижиматься не только кромкой, но и основанием к торцевой части точила. Держащей за хвост рукой сверло надо покачивать, чтобы на задней части изделия получилось конусное основание. После того как будет выполнена правильная заточка одного пера, инструмент надо будет повернуть к точилу другой частью. После этого все действия нужно повторить. В процессе выполнения работы следует учитывать такой нюанс: при заточке пера его не допускается отрывать от точильного инструмента.
Есть и другой метод подточки. Сверло надо взять одной рукой за рабочее основание, а другой — за хвост. Однако к торцевой части сверло следует прижимать исключительно кромкой для резки, после чего в процессе работы приспособление надо провернуть вокруг своей оси, чтобы можно было достичь одинаковой заточки основания.
При подобном методе заточки с двух сторон на заднем основании пера образуется конус, однако сверло будет без сточенного угла в задней части.
Практическое обучение
Если вы чувствуете, что у вас не получается правильно затачивать инструмент, то вам следует больше практиковаться. Сделать это можно посредством большого объема практики — возьмите несколько сверл, которые больше не используются вами, и старайтесь их правильно наточить. Методом проб и ошибок можно научиться выполнять процедуру идеально.
Заточка инструмента не является сложным процессом, хотя некоторые считают иначе. На многих интернет-ресурсах подробно расписаны и даже показаны шаги этого процесса. Здесь вы можете посмотреть видео, которое очень точно показывает, как именно нужно точить сверло.
Ролик показывает, как правильно провести заточку. Следуя указаниям мужчины, вы сможете выполнить работу качественно. Инструмент должен получиться таким же, каким он был приобретен. Только в случае грамотно выполненной процедуры вы сможете пользоваться им так же, как и раньше.
В случае совершения ошибки придется выбросить сверло. Но ошибается каждый, поэтому не стоит расстраиваться, если у вас не получилось заточить инструмент с первого раза. Каждый человек учится на своих ошибках. Главное — не бросать невыполненную работу из-за того, что у вас что-то не получается.
Для того чтобы научиться выполнять действие наиболее качественно, попробуйте максимально включиться в процесс, понять, как он устроен. Только грамотное обдумывание каждой детали сможет привести вас к успеху.

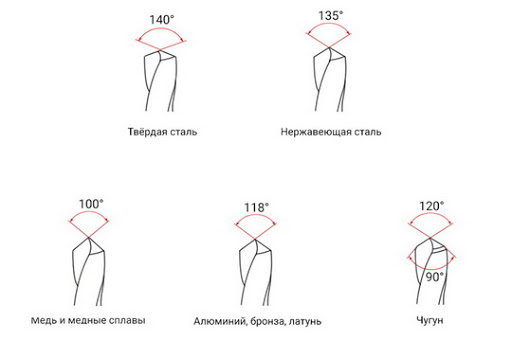
Какой угол выбрать
Универсальным углом считается 120о и даже в промышленности часто используют этот стандарт. На деле, для разных металлов используется собственный наклон.
Для чер.мета и упрочненной бронзы необходимый угол: 115-122о. Поэтому не страшно, если руку немного увело – на процессе это никак не скажется.
Медь и ее сплавы сверлятся уже углом в 121-129о. Из-за высокой вязкости, им необходима большая режущая кромка. Иначе металл будет выцарапываться и процесс будет не таким эффективным. Алюминиевые сплавы еще более вязкие и необходим наклон уже в 140 градусов.
Кстати, чтобы сточка шла активнее, лучше использовать круги для заточки с алмазной крошкой.
Неправильный выбор угла приведет к:
- Сильному нагреву. А это уже чревато отпуском режущих частей и падению твердости.
- Неровному отверстию. Металл будет не срезаться, а соскребаться. Из-за этого отверстие будет не круглым, а граненым.
- Заклиниванию. Например, если угол будет слишком большим, сверло начнет вязнуть вязнуть в стали. Придется его вытаскивать и заново смазывать СОЖем.
Сверла
Главная \ Инструменты и оснастка для металлообработки \ Сверла

Сложно представить выполнение какого либо технологического задания без применения сверла, поэтому этот инструмент получил широкое распространение во всех отраслях промышленности. предлагает Вашему вниманию широкий ассортимент сверл, мы рады помочь Вам в приобретение инструмента, а так же проконсультировать по всем возникшим вопросам.
При выборе продукции важно не ошибиться и приобрести товар, отвечающий Вашим требованиям!!!
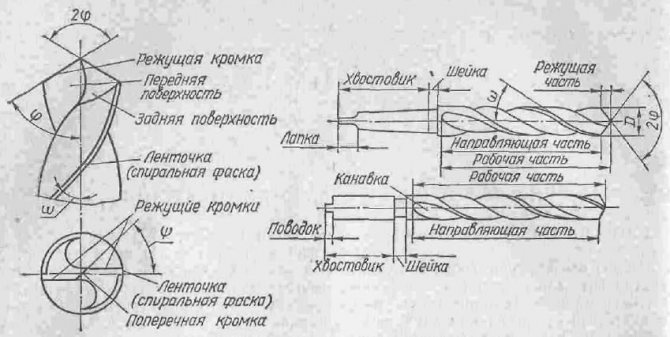
Спиральное сверло Спиральное сверло является основным типом сверл, наиболее широко распространенным в промышленности. Широко применяются для сверления различных материалов.
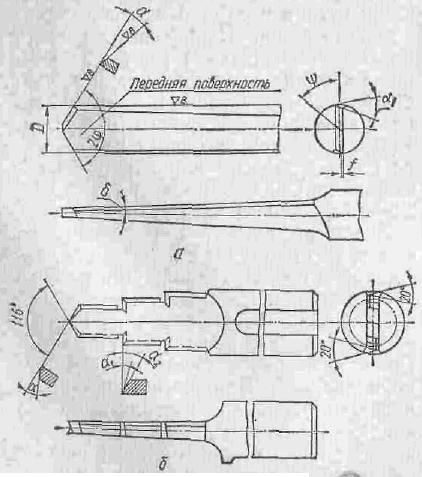
Перовое сверло
Перовые сверла являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.К недостаткам перовых сверл относятся большие отрицательные передние углы, плохое направление сверл в отверстии, затруднительные условия отвода стружки, малое число переточек. Для улучшения процесса резания передняя поверхность снабжается лункой, но это приводит к соответствующему снижению прочности режущей части.
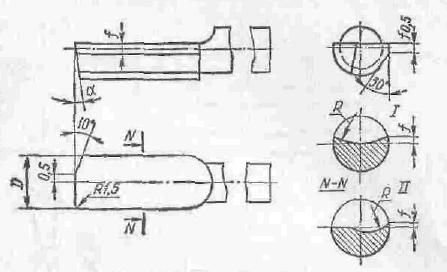
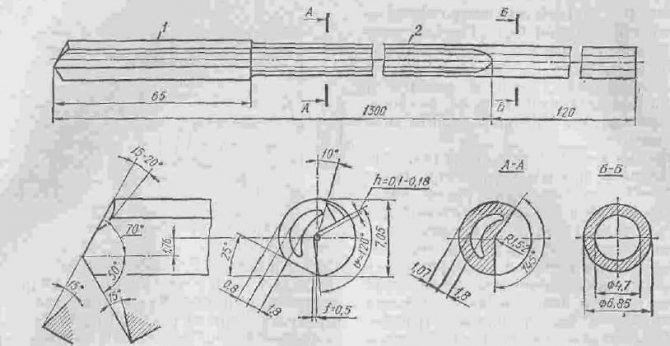
Пушечное сверла Многие детали имеют отверстия, длина которых превышает диаметр сверла в 5—10 раз. Сверление таких отверстий связано с большими трудностями, вызываемыми затруднительными условиями отвода стружки и подвода смазывающе-охлаждающей жидкости в зону резания, необходимостью обеспечения более точного направления сверла при работе и т. п. Выполнение этих требований к глубокому сверлению обеспечивается применением специальных сверл. К ним относятся так называемые пушечные, ружейные и другие сверла.
Ружейное сверло
Более совершенными сверлами для глубокого сверления являются ружейные сверла. Такие сверла по сравнению с пушечными сверлами имеют лучшее направление, улучшенный отвод стружки и подвод к зоне резания смазывающе-охлаждающей жидкости, что приводит к повышению стойкости инструмента. Они обеспечивают непрерывный процесс резания и высокое качество обработанной поверхности. Эти сверла имеют лишь одну режущую кромку, что снижает их производительность.
Многокромочные сверла
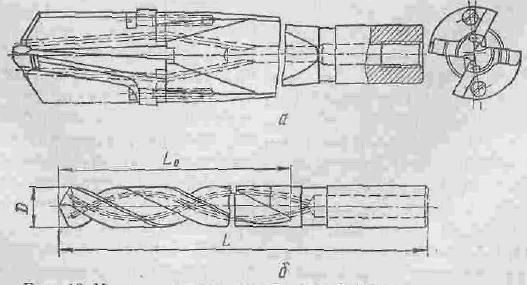
При глубоком сверлении отверстий, диаметр которых более 20 мм, применяется сверло, имеющее четыре направляющие ленточки. Это способствует лучшему центрированию его в отверстии. Для подвода смазывающе-охлаждающей жидкости в стебле сверла предусмотрено отверстие, которое соединяется с рядом мелких отверстий, распределяющих жидкость по режущим кромкам. На главных режущих кромках делаются стружкоразделительные канавки, которые способствуют раздроблению стружки и лучшему вымыванию ее охлаждающей жидкостью.
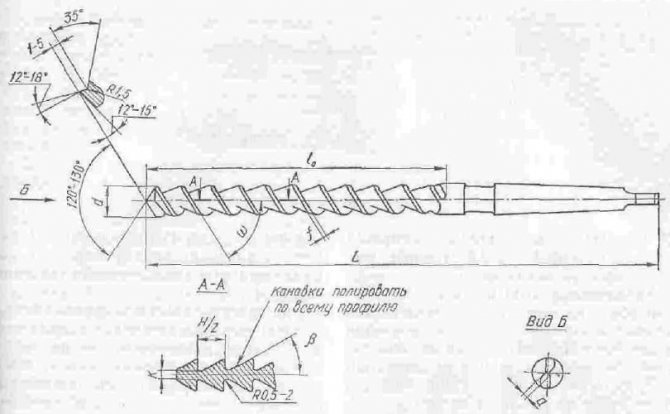
Шнековые сверла
Чтобы обеспечить удаление большого количества стружки из обрабатываемого отверстия, обработку производят с периодическими выводами сверла. Этот процесс характеризуется малой производительностью в силу значительной затраты времени на периодические выводы сверла из отверстия. Стремление приспособить конструкцию стандартного сверла для глубокого сверления не приводит к желательным результатам.
Сверло для кольцевого сверления
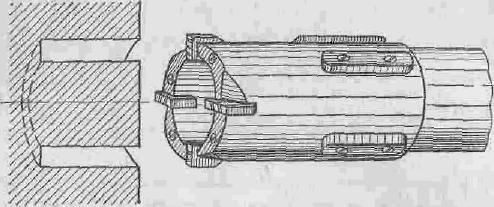
При обработке глубоких отверстий сравнительно больших диаметров применяются сверла для кольцевого сверления. Кольцевое сверло представляет собой полый цилиндр, на торце которого закреплены режущие зубья, число которых колеблется от трех до двенадцати.
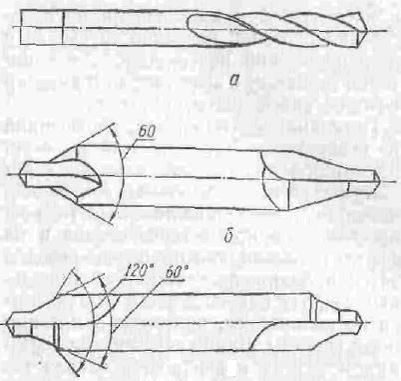
Центровочное сверло
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий . Они бывают простые , комбинированные , комбинированные с предохранительным конусом.
Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.
Комбинированные сверла изготовляются двухсторонними и предназначены для одновременной обработки как цилиндрической, а также и конической поверхностей центрового отверстия. Это приводит к повышению производительности обработки. Комбинированные сверла с предохранительным конусом позволяют обрабатывать не только цилиндрическую и коническую поверхность центрового отверстия, но и поверхность предохранительного конуса с углом при вершине, равным 120°.
Выбор конусного сверла
Умение читать маркировку — ключевой навык для всех мастеров и конические свёрла здесь не являются исключением. Маркировка указывает на диаметры отверстий, которые способна сделать насадка, шаг ступеней и длину изделия. Также она даёт информацию о металле, из которого сделано приспособление. Например, маркировку Ø4−12/2 HRC 61±2 следует расшифровывать следующим образом:
- Ø4 — начальный диаметр;
- Ø12 — конечный диаметр;
- 2 — шаг диаметров ступенчатого сверла (при заданных параметрах возможно выполнение отверстий Ø4, Ø6, Ø8, Ø10, Ø12);
- HRC — марка стали (в примере это высококачественная быстрорежущая сталь);
- 61±2 — твёрдость по Роквеллу.
Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием
Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Конусные свёрла изготавливаются из более сорока различных марок стали. Рядовому потребителю необязательно разбираться во всех различиях между ними, прощезапомнить аббревиатуру HSS. Её присутствие означает, что сверло разрешается применять в высокоскоростной обработке, а при интенсивном нагреве оно не будет деформироваться или терять прочностных характеристик.
Определившись с геометрическими параметрами и материалом насадки, смотрят на её цвет. И дело здесь не в эстетике, поскольку по цвету определяют, какую дополнительную обработку изделие прошло на заводе:
- Поверхность ярко-золотистого цвета говорит о присутствии абразивного напыления, как правило, это нитрид титана (TiN, AlTiN). Напыление значительно продлевает срок службы сверла (на 25 и 50 процентов соответственно), но за повышенную износостойкость придётся заплатить.
- Золотистый цвет означает, что металл избавлен от внутренних напряжений.
- Чёрный инструмент проходит обработку паром, его прочность увеличена.
- Серо-стальные резцы не подвергают дополнительной обработке, при прочих равных условиях его срок службы и эксплуатационные характеристики уступают первым трём типам.
Основные виды бетонных сверл
Отличительной чертой бетонного сверла от других является напайка. Она создается из крепкого сплава, за счет чего достигается твердость, подобная алмазным камням. Мастера называют такие виды победитом, именно эти товары отличаются по прочности от других типов, которые созданы для металла или дерева. Есть 2 основные типа, по которым классифицируют бетонные буры:
- для дрели — состоят из хвостовика для насадки, что выполняется в цилиндрической или многогранной форме. Габариты небольшие, изделие подходит для создания дыр во многих твердых материалах, например, в кирпиче, пеноблоке. Рекомендуется пользоваться дрелью высокой мощности, что позволит сверлить бетон;
- для перфоратора — по форме бур цилиндрический, есть хвостовик, обозначения SDS PLUS или SDS MAX. Сами товары довольно габаритные и длинные, подойдут для железобетонных конструкций.
Если нужно создавать дыры в железобетонной конструкции при помощи простой дрели, то не всегда удается решить проблему только буром. Нужно пользоваться перфоратором, а для этого инструмента сверла делят на следующие виды:
- шнековые — используются для создания глубоких дыр;
- спиралевидные — подходят для объемных отверстий;
- пологие — применяются для бурения проходов разного размера и глубины.
Для правильной работы потребуется не просто вставить бур в патрон, а защелкнуть его. Для простоты выполнения этой задачи на изделиях есть небольшое утолщение в самом конце. Еще нужно отметить, что товары считаются профессиональным инструментом, поскольку при помощи них можно создать отверстия от 4 мм до 3 см в диаметре. Если нужна дырка больших размеров, то на помощь придет корончатый вид. Такие товары дают возможность сделать углубление 12 см в диаметре. Изделия очень прочные, производятся в нескольких вариантах:
- алмазное — визуально сделано в виде трубы или коронки, установлено на стержне, по краям есть напыление из алмаза, которое обеспечивает высокую прочность;
- победитовое — похоже на насадку, основное отличие от алмазного заключается в отсутствии напыления, его заменяют специальные зубья из победита.
Корончатые изделия рекомендуется использовать для отверстий под розетки, выключатели или проводку, другие коммуникации. Для подбора подходящего изделия по бетону для дрели потребуется учесть не только параметры элемента, но и размеры будущего отверстия. Исходя из этого, выбирается длина бура, которая зависит от диаметра:
- диаметр 4 мм — длина 5 см;
- 5 мм — 10 см;
- 6 мм — 15 см;
- 8 мм — 25 см;
- 10 мм — 54 см;
- 12 мм и более — до 100 см.
Получается, что для больших отверстий используется длинное сверло для бетона. Если применять тонкие инструменты, то есть риск их повреждения по причине повышенной нагрузки.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.

Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Можно ли вручную заточить ступенчатые свёрла и зенковки?
Или всё же это одноразовый режущий инструмент,затупился-выкинул.Кто как думает?
искать у кого есть нормальный заточной станок с оснаской. Скажем так, ведь как-то их точили при производстве. Так же и подточат. Однозначно не давать точильщикам на точиле.
Да я и сам люблю посидеть у абразива,но тут,честно,в затруднении.Править режущую кромку на алмазе?(ребром стандартного круга не подлезть),подтачивать(обнижать) радиусы затылков?Уже нарушение геометрии.Вобщем,пока туман
мне кажется выгодней накупить несколько штук, а потом так же и отдавать в заточку. Чтоб не было лишних слез о смене оснаски на заточном
А если под углом 45 вращением самого зенкера (например, об плоский алмазный брусок)? По идее, РК должна заточиться. Она же у нового не выпирает за габариты конуса?
Andrew Nik , а затыловку как делать?
В принципе, для трехлопастных зенкеров, наверное, самым удобным будет снимать по плоскости. Я прикинул, трехгранные стержни от Spyderco Triangle Sharpmaker как раз в этот вырез лезут. Они и алмазные бывают.
Cпасибо.Интересный вариант,но вот насколько бюджетный?В принципе на алмазной чашке тоже самое.Но это только первый этап заточки,затыловку надо тоже как-то делать. Буду думать.
Явно вы не инструментальщик как вы думаете метчик вручную можно заточить,отвечаю легко [

Попробуйте для эксперимента карборундовые брусочки, есть всякие пирамидальной формы. Это подешевше эксперимент.
Ступенчатое сверло достаточно недешевая вещь, чтоб портить его наждаком
Можно на алмазе
Можно, если смочь как-то водить затачиваемым инструментом строго параллельно алмазной чашке.
Cпасибо за отзыв.Это видео смотрел намного раньше,и не только смотрел,но и общался с Виктором Алексеевичем Леонтьевым по поводу заточки морковок.Он ответил,что их ему затачивать не приходилось,я этого Мастера очень уважаю,поэтому и обратился к нему за советом. Вы попробуйте сами на электрокорунде подлезть ребром круга под режущую кромку.Чисто,ничего не задевая.Шансов никаких,поэтому
только алмаз с зерном погрубее.Это что касается заточки РК. Но это не решает проблемы радиусов,углов перехода со ступени на ступень и снятия декоративного напыления при заточке,тоже весьма не дешевого.
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла. Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку
Но обо всем по порядку
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении. Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет
Надо только бережно относиться к их хранению и использованию
Для нас же важно научиться затачивать сверла при работе по металлу, бетону
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.
Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.
Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.
Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей. Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.









