Самодельные приспособления для заточки сверл
Содержание:
- Необходимые инструменты
- Как грамотно выбрать. Области использования
- Конструкция и стандартная оснастка точилок для сверл
- Критерии выбора свёрл
- Как изготовить станок для заточки спиральных сверл
- Рекомендуемые углы заточки
- Как заточить сверло без специальных приспособлений
- Правильная форма заточки – залог эффективной работы
- Как правильно заточить сверло спирального типа
- Приспособления для облегчения заточки
- Подготовительные работы
- Устройство станка для заточки сверл
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.
Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.
Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.
Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей. Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.
Как грамотно выбрать. Области использования
Средняя цена оборудования для затачивания – не больше 1000 рублей. Перед приобретением необходимо узнать соответствие покупаемого приспособления электродрели, для которой оно подбирается.
В магазине, безусловно, будет марка электродрели, аналогичная вашей. К определенным модификациям насадок в комплекте идут резервные наждачные камни. Это практично и продлит срок службы насадки.
Используя приспособление, необходимо не забывать, что оно не является профессиональным оборудованием для заточки. С самого начала это сборное устройство не предназначено на значительные нагрузки.

Как уже было сказано выше, подбирать насадку необходимо пропорционально модификации электродрели
Нужно уделить внимание устройствам именитых компаний. Большинство изготовителей электрического инструмента выпускают приспособления, которые безупречно подходят не только к собственным изделиям, но и к электродрелям иных компаний
Оптимальный вариант – если насадка входит в комплект самой электродрели. Перед приобретением требуется определиться с типом нужной заточки и диаметрами сверл, которые в большинстве случаев используются для того, чтобы эксплуатация насадки была предельно результативной.

Конструкция и стандартная оснастка точилок для сверл
Основная конструкция любого точильного станка достаточно проста. В состав устройства входят следующие элементы:
Корпус, в который помещен двигатель. Для обработки элементов из мягких материалов применяется двигатель малой мощности. При заточке твердосплавных частей используются мощные модели. От мощности зависит скорость вращения заточных приспособлений, а следовательно, время, необходимое для обработки инструмента.
Установленные параллельно абразивные круги, изготовленные из различных материалов. Для заточки элементов из твердых сплавов применяются алмазные круги, которые могут различаться размерами. Наружный диаметр колеблется от 125 до 250 мм
Важное значение имеет величина посадочного места: наиболее распространенный вариант – 32 мм, но встречаются размеры 21.7, 16, 20 мм. Не менее важным показателем является зернистость: для черновой обработки достаточно 40-60, для финишной – 80-120.
Шлифовальная лента или другие специальные приспособления
Дополнительные элементы конструкции присущи универсальным станкам для заточки. Такие части также могут иметь разные показатели размеров, структуры покрытия и т. д.
Экран. Прозрачная защитная пластина-щит, обеспечивающая безопасность работы.
Кнопка запуска и выключения агрегата.

Схема с изображением стандартной конструкции точильного станка
Все размеры и особенности элементов обязательно должны быть указаны в паспорте к точильному станку.
Критерии выбора свёрл
В продаже имеется достаточно много типов режущих оснасток
При выборе следует обратить внимание на цвет металла:
- Чёрный. Изделие с антикоррозионной оксидной плёнкой, которая дополнительно предотвращает перегрев. Устойчивы к износу, подходят для высоких нагрузок.
- Серый. Низкокачественные модели для малых нагрузок.
- Золотистый. Такой цвет обусловлен наличием титана в сплаве, что повышает прочность.
- Тёмно-золотистый. Также сплав с титаном, но без внутреннего напряжения в стержне. Самые высококачественные свёрла для значительных нагрузок.

По типу конструкции выделяют такие виды свёрл:
- Традиционные спиральные. Подходят для большинства бытовых задач.
- Левосторонние. Для высверливания сломанных крепёжных элементов.
- Высокоточные. Для тонких работ, где недопустимо отклонение от проекта.

Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
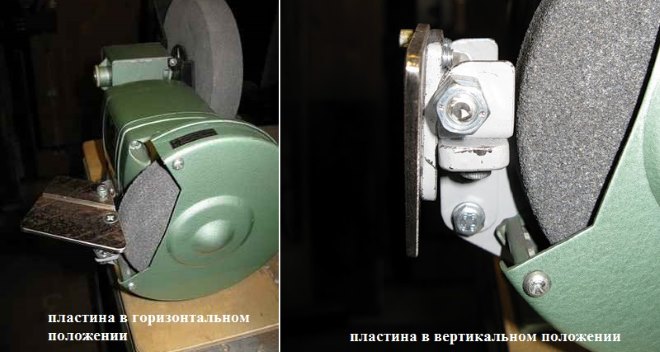
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Как заточить сверло без специальных приспособлений
Многие опытные специалисты, часто имеющие дело со сверлами, затачивают их без специальных приспособлений, используя для этих целей только точильный станок, оснащенный подручником. Сразу следует сказать, что тем мастерам, которые такого опыта не имеют, лучше не пытаться затачивать инструмент подобным способом: иначе сверло, которое может быть и дорогостоящим, придется менять на новое. Особенно не следует экспериментировать с этим методом заточки в тех случаях, когда восстановить необходимо сверло, диаметр которого превышает 3 мм.

Пр ручной заточке сверла приходится рассчитывать только на свой глазомер и опыт, если он есть
Тем, кто сталкивается с необходимостью частого сверления различных материалов и пока не имеет достаточного опыта для того, чтобы затачивать сверла без использования специальных приспособлений, можно приобрести подобное устройство: на современном рынке предлагается большое разнообразие моделей различной ценовой категории. Более того, многие из таких устройств, начиная от полноценного заточного станка для сверл и заканчивая простейшим заточным приспособлением, можно изготовить своими руками, обойдясь при этом минимальным бюджетом.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.

Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
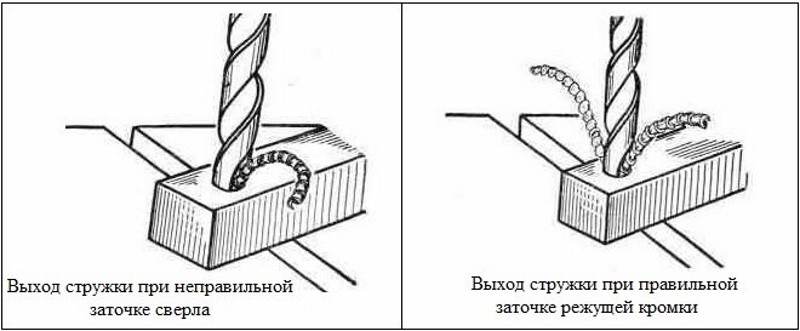
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.

Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
Есть также оригинальное приспособление из дверной петли.
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла. Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса
Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.

Устройство станка для заточки сверл
В любом станке, предназначенном для заточки сверлильного инструмента, обязательно присутствуют три основных рабочих компонента: вращающийся абразивный круг, приспособление для фиксации сверла под заданными углами и устройство его подачи на заточку. У разных типов станков эти функции реализуются различными способами. Но всех их объединяет то, что выставление сверла по длине и на основные углы производится вне рабочей зоны. В точильно-шлифовальных станках, предназначенных для использования в домашних мастерских, ремонтных цехах и на небольших предприятиях, при рабочей подаче оснастка с инструментом перемещается к линейно неподвижному абразивному диску. А в универсальных заточных станках промышленного применения рабочие движения обычно выполняются шлифовальным кругом.

Традиционная заточная оснастка станка обычно включает в себя стойку с суппортом, в котором зажимается сверло (см. фото выше). Такое устройство находится рядом с абразивным кругом и обеспечивает позиционирование рабочих поверхностей под заданными углами, а также выполнение рабочей подачи. Упрощенные конструкции с такой же компоновкой используются как в быту, так и на небольших производствах. Однако в последнее время все большей популярностью стали пользоваться станки, в которых в качестве оснастки для настройки и подачи сверла используют специальные зажимные патроны. Хотя такое заточное оборудование выпускается в различных вариантах: от производственного применения до бытовых устройств, – принцип работы у всех его разновидностей одинаков. На первом этапе патрон со сверлом устанавливается в специальное посадочное отверстие, где происходит настройка глубины подачи и требуемых углов. Затем настроенный патрон вставляется в рабочее посадочное отверстие, расположенное напротив абразивного круга, и вручную по пол-оборота вращается до полной заточки сверла. На рисунке ниже показана конструкция самого простого станка такого типа известной торговой марки Drill Doctor.










