Как правильно заточить сверло своими руками в домашних условиях
Содержание:
Требования к инструментам
В промышленных условиях заточка проводится на специализированном оборудовании при соблюдении правил техники безопасности. Однако для бытовых целей придумано и разработано несколько других устройств:
- механизм, оснащенный точильным камнем;
- станок, подключаемый к электросети;
- болгарка и дрель (однако их применяют лишь в случае отсутствия жестких требований к углу заточки);
- точильные наконечники для дрели.
Каждое отдельное устройство отличается высоким уровнем производительности, точностью выставления угла и простотой использования. У них очень удобная система управления, с которой справится даже дилетант. Еще одно дополнительное преимущество представленных вариантов домашних аппаратов заключается в невысокой стоимости и миниатюрных размерах.
В идеале затачивать сверла необходимо точильном станком. Однако при отсутствии данного оборудования можно использовать лишь диск от него. Главное, чтобы зернистость наждачного круга соответствовала требованиям. Круглый наждак следует зафиксировать на дрели или шлифмашинке. Применять болгарку рекомендуется только в крайнем случае.
Обзор видов
Большинство описываемых аппаратов представляют собой автоматизированное оборудование с узкой специализацией. Другими словами, такие установки предназначены только для точения сверл. Классифицируют их в основном с учетом сферы применения и выделяют следующие две категории.
Промышленные (профессиональные), имеющие повышенную мощность и предназначенные для заточки сверл, постоянно используемых, следовательно, часто тупящихся. Речь идет об оборудовании, рассчитанном на интенсивную эксплуатацию при максимальных нагрузках в условиях предприятий и осуществляющем заточку в полностью или полуавтоматическом режиме.

Также описываемые аппараты делят на узконаправленные и универсальные. Последние отличаются от своих специализированных «собратьев» наличием дополнительных приспособлений, позволяющих производить заточку не только сверл.

Бытовые
Конечно, в домашних условиях для заточки сверла небольшого диаметра можно успешно использовать обычный наждак. Однако применение современных моделей специализированного оборудования существенно упростит и ускорит процесс. А также повысит качество обработки инструмента. Речь в данном случае идет о следующих явных преимуществах:
- возможность эксплуатации при подключении к обычной электросети;
- повышенная производительность;
- максимальная простота конструкции и эксплуатации;
- повышенная точность заточки;
- доступная стоимость;
- компактные размеры и небольшой вес;
- удобная и понятная на интуитивном уровне система управления аппаратами, которая обеспечивает, в том числе, плавное изменение скорости вращения.


В подавляющем большинстве случаев бытовые модели рассматриваемых аппаратов рассчитаны на работу со спиральными сверлами по металлу и дереву, выполненными из быстрорежущей стали. При этом в них конструктивно заложен определенный диапазон диаметров. Помимо этого, многие станки комплектуются дополнительными алмазными кругами для обработки твердосплавных пластин. Как правило, бытовые агрегаты ориентированы на сверла с углом конуса от 90 до 140 градусов и создание затыловки с подточкой поперечной режущей кромки.


Однако в продаже можно найти и специфические модели для следующих типов сверл по металлу:
- имеющих двухплоскостную затыловку;
- левых;
- трехзубых;
- с повышенной производительностью.
В соответствии с многочисленными отзывами, оптимальным вариантом бытового станка будут модели, оснащенные универсальным патроном. Также речь в данном случае идет об агрегатах, которые комплектуются наборами патронов.
Промышленные
Как правило, профессиональные модели относятся к категории универсальных станков для заточки. От бытовых аналогов они отличаются более крупными габаритами, а также мощностью и стационарной установкой. Соответственно, подобная мощность определяет соответствующее энергопотребление, а также уровень шума в процессе эксплуатации. С учетом всего перечисленного подобную технику размещают чаще всего в отдельных помещениях, а при выполнении работ пользуются шумозащитными средствами. На отечественном рынке промышленное оборудование представлено модельными рядами как российских, так и зарубежных марок.
Помимо этого, в продаже можно встретить продукцию компаний, представляющих Поднебесную, выпускаемую под отечественными брендами. В подавляющем большинстве случаев предлагаются модели точильно-шлифовальных аппаратов для обработки сверл и фрез, диаметр которых составляет до 30 и более миллиметров. Большая часть профессиональных образцов описываемого оборудования имеет горизонтальную компоновку. Вертикальные аппараты хоть и встречаются, но намного реже. В комплект поставки промышленных станков входит набор цанг, предназначенных для фиксации инструмента. При этом точность позиционирования составляет 10-20 мкм.


Простейшие заточные приспособления
Прежде чем приступать к самостоятельной заточке сверла (даже с использованием простейших приспособлений), следует хорошо изучить устройство и геометрические параметры его режущей части.
Одним из простейших приспособлений, при помощи которого заточка сверла может быть выполнена достаточно качественно, является зажим, называемый «Стриж». Чтобы заточить сверло при помощи такого зажима, вам потребуется само приспособление и точильный станок, оснащенный надежным подручником.
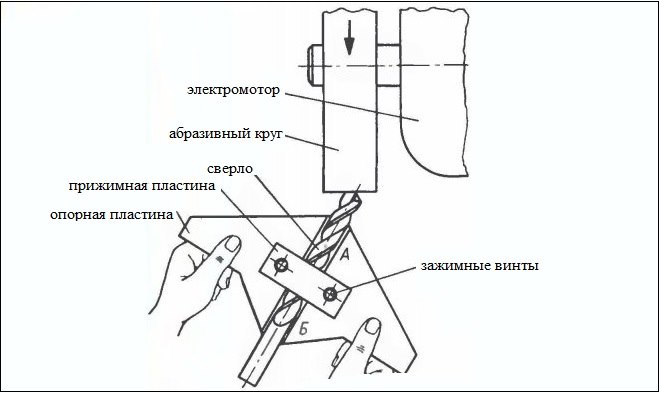
Схема приспособления
Процесс заточки сверла с применением зажима «Стриж» выглядит следующим образом.
Инструмент фиксируется в зажиме под углом, под которым должны располагаться режущие кромки.
Уперев приспособление к подручнику точильного станка, его вместе с зафиксированным сверлом начинают медленно подводить к рабочей поверхности вращающегося
При этом важно контролировать, чтобы угол, под которым затачивается режущая кромка, оставался всегда постоянным.
Сформировав режущие грани сверла, переходят к обработке его задней поверхности (затыловке), при этом не меняя угла заточки.

Заточка сверла с помощью приспособления-держателя
При использовании такого приспособления, предполагающем, что углы выполняемой заточки контролируются визуально, следует обязательно применять шаблон, чтобы проверять правильность осуществления процедуры.
Успешное использование такого приспособления для заточки сверл подразумевает наличие определенных навыков, которые лучше получить, потренировавшись на бракованных инструментах.
Приступая к самостоятельной заточке сверл, какое бы приспособление или оборудование вы ни использовали, следует также познакомиться со специальными таблицами, в которых содержится информация о геометрических параметрах сверл, используемых для обработки различных материалов.
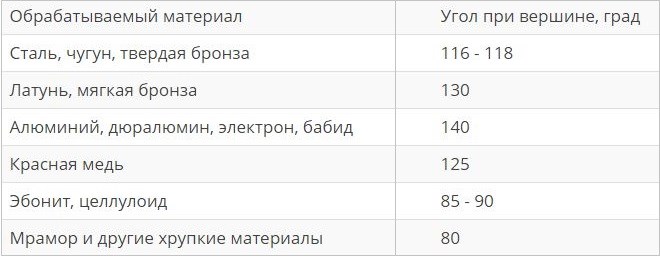
Таблица 1. Углы заточек сверл для различных материалов
Применять такое простейшее устройство для заточки сверл, каким является зажим «Стриж», целесообразно в тех случаях, когда необходимость в выполнении такой процедуры возникает не слишком часто и к качеству сверления не предъявляются слишком высокие требования. В тех же случаях, когда затачивать инструмент приходится достаточно часто, а точность такой процедуры очень важна, лучше использовать специальный точильный станок для сверл, который можно приобрести или изготовить своими руками.
GSC
| GSC GS — 1 для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 90°-140 ° |
В наличии |
61 828 q 1 778 BYN |
||
| GSC GS — 1 A для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 90°-140 ° |
В наличии |
104 960 q 3 019 BYN |
||
| GSC GS — 3 для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 118°-135 ° |
В наличии |
78 720 q 2 264 BYN |
||
| GSC GS — 5 для спиральных сверл (3-13 мм) | Диаметр сверла 3-13 мм |
Угол при вершине 165° — 180 ° |
В наличии |
96 842 q 2 785 BYN |
||
| GSC GS — 7 для сверл по листовому металлу и спиральных сверл (3-13 мм) | Диаметр сверла 2-13 (спиральные) мм |
Угол при вершине 90° — 140 (спиральные) ° |
В наличии |
144 648 q 4 160 BYN |
||
| GSC GS — 8 для спиральных сверл (3-13 мм) | Диаметр сверла 2-13 (спиральные) мм |
Угол при вершине 90°-140 ° |
В наличии |
149 322 q 4 295 BYN |
||
| GSC GS — 9 для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 (спиральные) мм |
Угол при вершине 90°-140 ° |
В наличии |
149 322 q 4 295 BYN |
||
| GSC GS — 13 для спиральных сверл (3-16 мм) | Диаметр сверла 3-16 мм |
Угол при вершине | В наличии |
104 960 q 3 019 BYN |
||
| GSC GS — 18 для спиральных сверл (3-13 мм) | Диаметр сверла 3-13 мм |
Угол при вершине 135 ° |
В наличии |
82 410 q 2 370 BYN |
||
| GSC GS — 19 для спиральных сверл с двухплоскостной затыловкой (3-13 мм) | Диаметр сверла 3-13 мм |
Угол при вершине 135 ° |
В наличии |
149 322 q 4 295 BYN |
||
| GSC GS — 20 для спиральных сверл (2-20 мм) | Диаметр сверла 2-20 мм |
Угол при вершине 90°-140 ° |
В наличии |
121 934 q 3 507 BYN |
||
| GSC GS — 21 для спиральных сверл (12-26 мм) | Диаметр сверла 12-26 мм |
Угол при вершине 90°-140 ° |
В наличии |
167 034 q 4 804 BYN |
||
| GSC GS — 22 для сверл по листовому металлу (12-26 мм) | Диаметр сверла 12-26 мм |
Угол при вершине 160°-180 ° |
В наличии |
82 410 q 2 370 BYN |
||
| GSC GS — 24 для спиральных сверл (3-12 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 90°-140 ° |
В наличии |
225 992 q 6 500 BYN |
||
| GSC GS — 25 для спиральных сверл (3-25.4 мм) | Диаметр сверла 3-25.4 мм |
Угол при вершине 90°-140 ° |
В наличии |
139 810 q 4 021 BYN |
||
| GSC GS — 29 для спиральных сверл и сверл с двухплоскостной затыловкой (12-26 мм) | Диаметр сверла 12-26 мм |
Угол при вершине 90°-140 ° |
В наличии |
237 882 q 6 842 BYN |
||
| GSC GS — 34 для спиральных сверл (12-34 мм) | Диаметр сверла 12-34 мм |
Угол при вершине 90°-140 ° |
В наличии |
178 596 q 5 137 BYN |
OPTIMUM
| GQ-D13 для спиральных сверл | Диаметр сверла | Угол при вершине |
Скоро в наличии |
7 600 q 218 BYN |
||
| DG 20 Vario для спиральных сверл | Диаметр сверла | Угол при вершине |
Скоро в наличии |
86 450 q 2 486 BYN |
||
| GH 10T для спиральных сверл | Диаметр сверла | Угол при вершине | В наличии |
53 865 q 1 549 BYN |
||
| GH 15T для спиральных сверл | Диаметр сверла | Угол при вершине |
Скоро в наличии |
149 245 q 4 292 BYN |
||
| GH 20T для спиральных сверл и инструмента | Диаметр сверла | Угол при вершине | В наличии |
93 195 q 2 680 BYN |
Правила заточки
Чтобы качественно заточить винтовое сверло недостаточно лишь качественного станка. В процессе нужно придерживаться некоторых правил:
- Определяется угол заточки сверлильного инструмента. От этой характеристики зависит, как легко сверло войдет в твердые поверхности.
- Выбор позиции. Мастер должен стань с левой стороны от абразивного колеса, ноги поставить врозь. При помощи большого и указательного пальцев проверяется центровка элемента, в другую руку берется хвостовая кромка.
- Подготовка к заточке. Сверло удерживается в горизонтальном положении, при этом круг для шлифования подходит с соблюдением угла 60°. Сверлильная деталь вращается так, чтобы режущая часть располагалась параллельно диску.
- Устраняется зазор. Сверлильную деталь нужно прочно зафиксировать, и медленно подводить ее к шлифовальному кругу. Движения при заточке должны проводиться по часовой стрелке.
- Подточка второй кромки. Весь порядок действий повторяется: подбирается угол, движения по часовой стрелке.

Простые правила при работе позволят легко и быстро вернуть остроту сверлильным инструментам.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.
Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.
Алгоритм сборки точильного станка своими руками
Многие применяют устройства для заточки сверл крайне редко. В таких ситуациях при условии наличия определенных элементов вполне доступно собрать станок для заточки сверл своими руками. Например, устройство для восстановления тех же дисковых пил может состоять из следующих конструкционных частей:
- электродвигателя с валом, на который можно установить шлифовальную насадку;
- стола или другого вида подставки, верхняя плоскость которой будет находиться на одном уровне с осью абразивного круга;
- петель и винтов. Первые обеспечат фиксацию подставки с одной стороны, вторые (вращающиеся) – изменение высоты с другой. Образуется определенный наклон, позволяющий выполнять угловую заточку передней и задней плоскостей режущих зубьев;
- фиксаторов, посредством которых нуждающийся в заточке диск будет закрепляться на подставке; устройства, при помощи которого можно будет в ходе работы передвигать двигатель или подставку с диском;
- упоров, обеспечивающих прочность установки.

Если есть возможность и желание, станок для заточки можно собрать собственноручно
Бесспорным плюсом изготовления станка для заточки своими руками является не только цена, но и возможность максимально учесть технические особенности механизма в соответствии с целевым назначением.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла. Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку
Но обо всем по порядку
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении. Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет
Надо только бережно относиться к их хранению и использованию
Для нас же важно научиться затачивать сверла при работе по металлу, бетону









