Как сделать точечную сварку из микроволновки или аккумулятора своими руками
Содержание:
- Изготовление устройства
- Сварочный процесс: схема изготовления
- Разновидности контактной сварки в общем
- Особенности процесса
- Конструктивное исполнение
- Что потребуется
- Конденсаторная сварка: что это такое
- Изготовление клещей
- Принцип действия точечной сварки
- Аккумуляторы 18650 и их сварка
- Оборудование из микроволновки своими руками
- Делаем клещи
- Суть процесса
Изготовление устройства
Аппарат для сварки точечным способом, имеющий небольшие габариты, называют споттером. Сварочный аппарат для точечной сварки аккумуляторов можно с легкостью изготовить самим. Аппарат для точечной сварки аккумуляторов разделяется на механическую составляющую и электрическую. Механическая содержит электроды, проводящие ток, и элементы, необходимые для сжатия деталей. В электрической части главной составляющей является трансформатор.
Аппарат для точечной сварки для аккумуляторов может иметь в своем составе старый трансформатор. Распространено использование трансформатора, входящего ранее в конструкцию микроволновой печки, если она вышла из строя и не подлежит ремонту. Также можно использовать трансформатор неработающего телевизора.
Извлекать старый трансформатор необходимо осторожно, чтобы не повредить изоляцию. Вторичную обмотку следует полностью удалить
Можно вначале спилить верхнюю часть, а потом достать или выбить оставшуюся с помощью какого-нибудь инструмента, например, зубила. После этого следует очистить место произведенной работы.
Затем следует освобождение паза, в котором будет намотана новая обмотка. Ее нетрудно изготовить из сварочного кабеля, имеющего большую толщину. Хороший показатель дадут даже четыре витка приготовленной таким образом обмотки. Особенно длинным кабель делает не стоит, поскольку это снизит надежность такого устройства, каким является аппарат для сварки аккумуляторов.
Обновленный трансформатор следует закрепить на основании саморезами. Друг напротив друга устанавливаются электроды, которые будут спаяны вместе. Спаянные электроды соединяются с проводами. К одним из важных обстоятельств можно отнести место положения выключателя. Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
В том случае, если аппарат для точечной сварки аккумуляторов своими руками включает в составе автомобильный аккумулятор, то такая переделка трансформатора не понадобится. В качестве источника тока будет использоваться заряженный машинный аккумулятор. Он должен иметь значительную мощность, чтобы исключить расправление при нагреве металла.
Оба электрода в изоляционном покрытии по всей своей длине фиксируются в колодке. Чтобы выдержать расстояние между ними закрепляют соединитель. Провода, идущие от АКБ, фиксируют в клеммнике. Аппарат точечной сварки аккумуляторов удобно подключать с помощью ножной педали. Подойдет педаль от швейной машины, но желательно приобрести новую.
Для подключения ножной педали должен иметься специальный разъем
Важной частью является подготовка электродов. В их роли могут выступать стержни паяльников, заточенные на конус
Также можно использовать обычный провод из меди диаметром 2-5 миллиметра.

Электроды к деталям должны прижиматься с помощью прижимного устройства. Прижимное устройство должно иметь возможность регулировки. Это расширяет поле деятельности, используя его для сваривания деталей разной толщины.
Аппарат для сварки аккумуляторов своими руками, конечно, не может сравниться с заводским исполнением, но проверка его работы после сборки приблизит его к этим характеристикам. Для тестирования следует выбрать какую-нибудь ненужную деталь. Контрольная контактная сварка для аккумуляторов должна быть вначале осуществлена на маленькой мощности. При нормальном результате следующую проверку уже можно проводить на максимальной мощности.
Правильно подобранный режим обеспечит отсутствие следов сварки. В то же время крепко соединенные детали должны успешно сопротивляться разрыву.
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества. Виды контактной сварки:
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.

Точечная сварка является наиболее распространенным видом контактной сварки.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.

Шовные соединения получаются в результате нанесения ряда точек.
Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения — до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
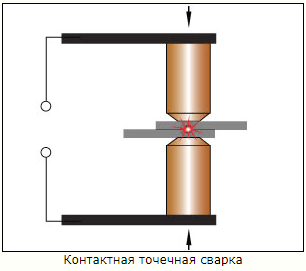
Особенности процесса
Контактная точечная сварка – процесс несложный: ток проходит через точечное соединение, вырабатывая тепло.
При этом состояние контактов влияет на качество сварки, любая шероховатость или окись может сказаться неблагоприятным образом.
Процесс точечной сварки см. на видео.
Видео:
При сваривании необходимо учитывать такие свойства металлов как теплопроводность, сопротивление и точка плавления, поскольку они различны, например, железо будет плавиться при температуре 1300 градусов Цельсия, медь – 680, алюминий – 435, цинк – 1115 и пр.
К электродам также предъявляются определенные требования:
- Высокие показатели тепло- и электропроводимости;
- Прочность;
- Механическая обработка должна осуществляться легко.
Чтобы продлить жизнь электродов, рекомендуется в процессе работы делать охлаждение при помощи воды.
От диаметра электродов также зависит качества сварочного шва, он определяет плотность тока.
Чтобы визуально правильно подобрать диаметр электрода для обрабатываемого листа, необходимо его толщину умножить на два.
Контактная точечная сварка может осуществляться не только в промышленных масштабах, но и в быту.
Видео:
Чтобы в домашних условиях не приходилось использовать громоздкое оборудование, производители выпустили компактное устройство, пригодное для небольшого ремонта, например, бытовой техники, аккумуляторов либо автомобиля.
Устройство называется споттером. Он имеет два вывода, один из которых крепится непосредственно к предмету, а второй – к электроду.
Клещи в данном случае не нужны. Для обеспечения лучшего рабочего процесса, желательно источник тока выбирать таким образом, чтобы он находился как можно ближе к месту сварки.
Самые простые приборы, использующие однофазный ток, отличаются надежностью и простотой, но металлические листы толщиной более 0,8 мм соединить уже не получится.
Более сложные и мощные модели идут с использованием трансформатора, надо отметить, что они являются более дорогими. Но самым дорогим споттером является инверторный.
В быту можно обойтись и более дешевым устройством, сделанным своими руками.
Точечная сварка характеризуется крепостью шва, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля.
Нужно отметить, что существует специальное сверло для высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока. Данные работы должны производиться аккуратно, чтобы можно было в дальнейшем отремонтировать кузов, а не заказывать новый.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра
Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Что потребуется
Приступать к решению такой задачи, не имея необходимых теоретических знаний и практических навыков, не стоит. Это только на словах всё выглядит относительно просто. Но если вы умеете паять и знаете, как правильно перемотать катушки трансформатора, можно попробовать. Для этого вам понадобятся определённые материалы и инструменты.
- Медный провод определённого сечения. Его сечение и количество возможно определить, только выполнив предварительные расчеты.
- Материал для изготовления шины. На худой конец можно обойтись тем же проводом, но целесообразнее приобрести уже готовое изделие.
- Лак для создания на проводах изолирующего слоя и хорошая изоляционная лента.
- Мультиметр для проведения необходимых замеров.
- Принадлежности для пайки – паяльник, флюс, припой и т. п.
Разумеется, придётся приобрести и уже готовый сварочный инвертор.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
 Способ конденсаторной сварки изделия.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
- выносными;
- стационарными.
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
 Клещи для точечной контактной сварки
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Оборудование из микроволновки своими руками
 Аппарат для проведения сварочных работ контактным методом можно сделать своими руками, ключевая деталь в нем — это трансформатор от микроволновки.
Аппарат для проведения сварочных работ контактным методом можно сделать своими руками, ключевая деталь в нем — это трансформатор от микроволновки.
Чтобы сделать такое устройство, потребуется выполнить предварительные расчеты выгодности данного прибора по сравнению с покупкой готового инвертора.
Для самодельного прибора наиболее дорогой деталью является трансформатор, а вот расходные материалы (такие, как основа для крепежей деталей или же кожух с проводами) можно взять из сервисного центра.
Трансформатор с мощностью от 1 кВт подходит для изготовления сварочного оборудования для соединения листов толщиной до 1 мм. Если его мощность будет вдвое больше, то он подойдет для обработки листов толщиной до 1,8 мм. Многие микроволновые печи оснащены трансформатором мощностью в 3 кВт.
Чтобы увеличить мощность тока, возможно, потребуется 2 или 3 трансформатора. Сам трансформатор вытаскивается из защитного кожуха, шунты удаляются вместе со вторичной обмоткой. Поскольку в микроволновой печи напряжение высокое, на первичной обмотке прибора петель меньше по сравнению со вторичной. Для того чтобы убрать разность потенциалов, вторичную обмотку удаляют и адаптируют ее для работы с точечной сваркой.
Работа выглядит таким образом:
- тщательно очистите от остатков шунтов, а также вторичной обмотки. Вероятно, может потребоваться длинный узкий предмет или щетка из металла;
- вторичную обмотку потребуется делать новую, а первичная остается в прежнем виде. Потребуются многожильные провода с сечением как минимум в 1 квадрат;
- для вторичной обмотки потребуется сделать до 4 витков проводки с напряжением 2 Вт, однако, загнуть по катушке его не выйдет из-за толстой изоляции. Соответственно, провод потребуется от нее очистить, а затем обернуть изолентой.
Выводы вторичных обмоток объединяются при применении цепи на основе нескольких трансформаторов. А при условии использования одного трансформатора можно корпус микроволновки уменьшить по ширине и длине.
Для нескольких трансформаторов кожух делают на основе железного листа, который покрывается изолентой.
Для подведения тока к свариваемой области нужно создать рычажное устройство. Один рычаг прочно крепится к главной поверхности, а во время опускания второй будет давить на обрабатываемые детали.
 Введите выключатель в цепь первичной обмотки и установите на верхний рычаг, благодаря этому можно будет в одно время пускать ток и сжимать деталь. Клещи в этом случае не будут нужны, нужно будет заранее спаять наконечники с проводкой с целью предотвращения окисления.
Введите выключатель в цепь первичной обмотки и установите на верхний рычаг, благодаря этому можно будет в одно время пускать ток и сжимать деталь. Клещи в этом случае не будут нужны, нужно будет заранее спаять наконечники с проводкой с целью предотвращения окисления.
Для контактной сварки используются медные стержни с толщиной больше размера проводки, которые при работе будут заменены или подточены. Во время работы деталь будет рычагами зажата между электродами, далее запустится ток.
Делаем клещи
Лишь когда трансформатор будет готов, имеет смысл приступать к изготовлению контактных клещей. Их конструкция в первую очередь зависит от характера работ, для которых будет использоваться оборудование. Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей
Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника
Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Суть процесса
Точечная сварка относится к популярному виду соединения металлических изделий контактным способом. Металлические изделия сваривают друг с другом не по сплошной линии, а в нескольких точках. Такой метод отличается относительной простотой исполнения и высокой производительностью, чем объясняется широкая сфера его применения. В частности этот метод используется, когда предстоит сварка аккумуляторов своими руками.

Суть работы точечной сваркой отличается крайней простотой. Она состоит в том, что свариваемые детали плотно прижимаются друг к другу, а затем на них подается электрический импульс большой мощности. После того, как разогрев деталей достигнет требуемой температуры, в точке соприкосновения произойдет образование ядра, состоящего из расплавленного металла.
Усиленное сжатие деталей приводит к началу взаимного проникновения молекул прижатых друг к другу металлов. После отключения тока в месте сварки начинает происходить медленное снижение температуры, а металл будет кристаллизоваться. Место сваривания получается настолько прочным, что при попытке разъединить полученное соединение треснет только металл, находящийся вблизи точечного места сварки.
Несложный принцип такого вида сварки включает в себя плотный прижим соединяемых деталей и происходящее вслед за этим генерирование импульса достаточной силы.

К преимуществам точечной сварки относится:
- Прочность соединения.
- Экологичность процесса.
- Технологичность.
- Быстрота.
- Невысокие значения тока и напряжения.
- Незначительность деформации.
- Простота выполнения.
- Удобство работы с аппаратом.
- Экономичность.
Осуществление этого процесса не потребует приобретения таких видов расходняков, как электроды, баллоны с газом, проволока и флюс.
Схема точечной сварки для аккумуляторов своими руками:

Осуществление соединения таким методом включает в себя три простых этапа выполнения:
- Сжатие деталей, вызывающее небольшую деформацию деталей в этой области.
- Подача тока в зону, где расположен контакт, вызывающую расплавление металла и образование ядра.
- Выключение тока. Остывание металла и его кристаллизация.
Во время воздействия тока ядро расширяется до достижения максимальных размеров. Вокруг жидкого ядра образуется пояс, имеющий плотную структуру. После выключения тока необходимо на некоторое время оставлять прижим деталей до снятия напряжения в месте сварки. Благодаря произошедшей ранее деформации металлов отсутствует разбрызгивание, точечный шов получается аккуратным и не требует последующей зачистки.
Точечная сварка аккумуляторов своими руками приводит к весьма существенному сокращению суммы денег, необходимой для приобретения дорогого оборудования. К одним из основных требований относится предварительная подготовка. В нее входит очищение поверхности от имеющихся загрязнений. Иначе при сварке снизится мощность, что приведет к износу применяемого аппарата.
Если после окончания сварки все же появятся наплывы вследствие выплесков металла, то их необходимо аккуратно зачистить. Выплески снижают надежность соединения. Также возможно появление такого дефекта, как прожог. Это может произойти при чересчур большой силе тока, большого времени действия импульса или чрезмерной силе сжатия деталей. В этом случае необходимо снижение силы тока и величины прижима.
Когда импульс будет слабым, то это может привести к непровару. Этот дефект также может возникнуть, если сила сжатия будет недостаточно сильной, или произойдет ослабление сжатия клещей уже во время процесса. Непровар может появиться при слишком близком расположении сварных точек.









