Все, что нужно знать о сварочных полуавтоматах
Содержание:
- Принцип работы и отличительные особенности
- Выбор механизма подачи проволоки
- Лучшие сварочные полуавтоматы средней ценовой категории
- WATT COMBIMIG 250
- Виды сварочных полуавтоматов
- Технология сваривания в среде защитного газа
- 3 Fubag INMIG 200 SYN LCD
- Сводная таблица рейтинга
- Советы вдогонку
- Правильная техника сварки с помощью полуавтомата
- Сравнение с инвертором
- 2 Сварог PRO MIG 200 (N229)
- Сварка без инертного газа
- Обучение
- Устройство и принцип работы сварочного полуавтомата
Принцип работы и отличительные особенности
Сначала несколько слов о режимах работы. Полуавтоматы уверенно поддерживают режимы:
- MIG – сварка в углекислом газе;
- MAG – над сварочной ванной создается облако аргона;
- у некоторых предусмотрен режим MMA (ручной электродуговой сварки покрытыми электродами).
Полуавтоматические сварочники приобретают для TIG – аргонодуговой сварки с использованием неплавящегося электрода. Ведущие производители выпускают комбинированные профессиональные аппараты, поддерживающие все режимы. Но речь сейчас о бытовом оборудовании.
Основное отличие сварочных инверторов от полуавтоматов – вид используемой присадки. Последние подают в рабочую зону сварочную проволоку с определенной скоростью. Работая с инвертором, чаще используют электроды с различными видами обмазки, создающими защитный слой шлака на ванне расплава. Электродом сделать ровный шовный валик сложнее. Сварка полуавтоматом не по силам новичкам, требуется опыт.
Обыкновенный сварочный инвертор – универсальный источник тока с компактным трансформатором, полупроводниковыми преобразователями. Оснащается дополнительными функциями:
- ограничением напряжения холостого хода, поддерживает стабильную дугу в условиях повышенной влажности;
- горячий пуск (Hotstart), обеспечивающий легкий розжиг дуги;
- защита от залипания электрода (Antistick), при коротком замыкании по капле электрод вновь разжигается;
- форсаж дуги (ArcForce), обеспечивается стабильная сварка.
Работать с инвертором удобно новичкам, у оборудования простые настройки, удобные ручки для регулировки сварочного тока.
Полуавтомат – сложное устройство, состоящее из трех основных частей:
- преобразователя тока;
- механизма, подающего присадочную проволоку, монтируется специальная кассета с направляющими роликами;
- системы подачи газа в рабочую зону для защиты расплава от окисления.
Держатель с неплавким электродом создает дугу, расплавляющий заготовку и проволоку. Если порошковая сварочная присадка содержит флюс, защитный газ можно не использовать. Оборудование работает как обычная электродуговая ручная сварка, только не нужно менять электроды по мере сгорания, проволока делает процесс сварки непрерывным.
Выбор механизма подачи проволоки
Выбор сварочного полуавтомата связан с тем, как далеко от розетки придется вести сварку и насколько крупные конструкции предстоит изготавливать. На это влияет не только длина сетевого провода, но и рукава горелки. От последнего часто зависит и выбираемый вид механизма подачи проволоки.
Существует три варианта подачи проволоки:
1. Толкающий — имеет ролики в корпусе аппарата, заталкивающие проволоку в кабель-канал. Обычно длина рукава не превышает 5 м, поскольку проволока может застрять в изгибах, что прервет сварку.
2. Тянущий — подразумевает наличие тянущего механизма в самой горелке. Это разрешает использовать более длинные рукава, но утяжеляет саму горелку, что неудобно для высотных работ или лицевых швов.
3. Комбинированные — имеют оба вышеописанных типа. Длина кабель-канала может достигать 10 м, что удобно для быстрой смены рабочего места на больших конструкциях (фермы на крыше, длинная теплица).
Кроме этого толкающий механизм подачи проволоки может быть в одном корпусе с источником питания или в отдельном. Первое исполнение дает более компактные габариты оборудования, но если длины рукава недостаточно, то придется двигать всю установку. Ввиду этого встроенный тип механизма подачи удобен только для стационарного места сварки в гараже, где происходит работа с небольшими деталями (емкость, мангал, калитка).
Толкающий механизм в корпусе с источником питания.
Для большей маневренности (сварка забора, теплицы, труб) лучше выбирать полуавтомат с раздельным корпусом источника питания и механизма подачи. Такая схема разрешает использовать оборудование стационарным образом, установив части друг на друга, а в случае необходимости взять катушку с проволокой и приводом (вес до 6 кг) и поднести ближе к месту сварки. Корпуса соединяются между собой токоведущим кабелем. Газ подсоединяется непосредственно ко второму блоку с горелкой. На корпусе предусмотрена ручка для переноса.
Толкающий механизм отдельно от корпуса источника питания.
Лучшие сварочные полуавтоматы средней ценовой категории
В этой категории рейтинга будут рассмотрены полупрофессиональные модели с повышенными возможностями и уровнем качества, приличным диапазоном настроек, а также ценами от 30 000 рублей и выше. Чаще всего подобные агрегаты задействованы в частных мастерских, автомобильных сервисах, а также в быту с большим уровнем нагрузки. В среднем лучшие сварочные полуавтоматы средней ценовой категории выдерживают 4-6 часов работы в день.
Fubag Irmig 180 SYN (TIG, MIG/MAG, MMA)
В ходе создания такого аппарата производитель задействовал усовершенствованную технологию IGBT. Источником тепла выступает дуга между проволокой толщиной 1 мм и рабочим металлом, дальше поступает газ, образующий сварочную ванну. Главные преимущества модели – компактные размеры, небольшой вес. Целевое назначение обширное – ремонтные, обивочные работы в любых условиях. Разные защитные системы уберегают корпус от перегрева, скачков напряжения. Максимальный показатель тока – 180 А, мощности – 7000 Вт. Скоростная сварка обеспечена автоматической подачей проволоки.

Достоинства
- Заземленный кабель с зажимом;
- Металлический корпус;
- Высокая производительность;
- Скоростной режим работы;
- Нетребовательность к проволоке;
- Компактность.
Недостатки
Нет кейса для хранения.
Это одни из самых удобных, нетребовательных и компактных аппаратов в своем сегменте. При верной настройке он способен справиться с разными видами металла, демонстрируя неприхотливость к проволоке. Актуален он тогда, когда сварка выполняется регулярно и в разных условиях. Минусом можно считать разве что отсутствие чехла для размещения, в остальном нареканий от пользователей не поступало.
FoxWeld InverMIG 205 (TIG, MIG/MAG, MMA)
Такой аппарат отлично подойдет для гаражных работ, небольшого автосервиса. Даже при большом напряжении, малом токе он справляется с поставленными задачами. Его функционал заключается в нескольких видах работ – полуавтоматическая сварка MIG/MAG, аргоновая сварка TIG LIFT, а также дуговая ручная сварка MMA. В наборе идет сам инвертор, горелка к нему, ЗИП комплект, газовый рукав, зажим и заземленный кабель. Из важных характеристик стоит отметить толщину проволоки 1 мм, 100% продолжительность цикла, диапазон тока 30-160 А.

Достоинства
- Многофункциональность;
- Максимальный коэффициент постоянного включения;
- 3 типа сварки;
- Выносливость к разным условиям;
- Итальянская технология.
Недостатки
Не выявлено.
Одна из немногих моделей, к которой сложно придраться. При среднем ценнике производитель предлагает сразу 3 вида сварочных работ, что позволяет использовать агрегат в разных целях. Защитные функции отличные, что гарантирует длительный срок службы. Тем, кто скептически относится к китайской сборке, нужно знать, что производитель задействовал итальянскую технологию.

Лучшие электролобзики
BlueWeld Starmig 210 Dual Synergic (MIG/MAG)
Инверторный сварочный полуавтомат с электронной панелью, синергическим управлением, простым, понятным принципом действия. Целевое назначение – любые монтажные, кузовные работы со сталью, нержавейкой, алюминием и другими видами материалов, MIG пайка оцинковки. Максимальный порог мощности – 5000 Вт, диапазон тока – 20-200 А, диаметр проволоки – 1.2 мм.

Достоинства
- Высокое качество корпуса;
- Универсальность;
- Компактность;
- Долгий срок службы;
- Электронная панель;
- Выносливость низких температур.
Недостатки
- При сильной жаре возможен сбой;
- Цена.
Пользователи отмечают легкость в настройке, управлении за счет электронной панели. Система охлаждения отлично справляется со своими задачами. Исключением может стать сильная жара, у некоторых пользователей случались сбои. Минусом некоторые считают цену, но она оправдана итальянским качеством.
WATT COMBIMIG 250

Watt MMA 200 – следующий недорогой сварочный полуавтомат в нашем рейтинге. В продаже именно эту модель найти затруднительно. Однако если хорошо поискать, его еще можно отыскать в нескольких онлайн-магазинах.
Назначение аппарата – работа в режиме MAG и MIG сварки, что ему особенно хорошо удается. Модель также может работать покрытым электрическим проводником в режиме обычной сварки ММА.
220 В нужно аппарату для приведения в действие, справляется при умеренных падениях напряжения.
Выдает честные 230 А, что оптимально для новичка, а для мастера будет мало. Данный полуавтомат имеет удобный держатель для переносок, небольшой вес и компактную сборку.
Мы бы рекомендовали аккуратно обращаться с корпусом сварочного аппарата, хоть он довольно долговечный и прочный. Имеет легко поджигаемую дугу, которая стабильно горит. Способен на долгую варку, так как КПД высокий.
Мнения сварщиков:
Виды сварочных полуавтоматов
Условно все имеющиеся в продаже модели сварочных полуавтоматов делятся на три класса: профессиональные, полупрофессиональные, бытовые. Они отличаются базовыми параметрами, по внешнему виду.
Бытовые сварочные полуавтоматы
 Небольшие бытовые приобретают частники для работ в частных домовладениях:
Небольшие бытовые приобретают частники для работ в частных домовладениях:
- монтаж, укрепление тепличных каркасов;
- сварка металлических емкостей;
- ремонт металлоконструкций, техники;
- изготовление ограждений, ворот, дверей, решеток.
Преимущества таких сварочных полуавтоматов:
- простота конструкций – многие ремонтируют оборудование самостоятельно;
- универсальность, пригодны для многих видов сварки и резки металла;
- не требуют опыта сварочных работ, эксплуатируются новичками;
- маневренность: аппараты легкие, небольшие по размеру, их легко перенести в любое место.
Минусами бытового оборудования считают кабель-канал небольшой длины, ограничения параметров тока, маломощность.
Полупрофессиональные сварочные полуавтоматы
 Полупрофессиональные расширяют диапазон сварочных работ, с ними монтируют трубопроводы, восстанавливают толстостенные детали, конструкции. Сварочные аппараты среднего класса приобретают для частных автомастерских, небольших производств, используют до 6 часов в сутки. Полупрофессиональное оборудование отличается от бытового:
Полупрофессиональные расширяют диапазон сварочных работ, с ними монтируют трубопроводы, восстанавливают толстостенные детали, конструкции. Сварочные аппараты среднего класса приобретают для частных автомастерских, небольших производств, используют до 6 часов в сутки. Полупрофессиональное оборудование отличается от бытового:
- уровнем мощности, до 7 Квт;
- диапазоном рабочих токов;
- компоновкой;
- комплектацией;
- весом и размерами;
- повышенной защитой от пыли и влаги;
- вариативностью входных показателей тока, запитываются от однофазной сети 220 В, трехфазной 380 В;
- возможностью использовать проволоку разных диаметров.
КПД полупрофессиональных моделей на 20% выше, чем у бытовых сварочных полуавтоматов. Длина кабеля достигает 3 метров.
Основные недостатки:
- не всегда поддерживает низкие токи до 20 А;
- габариты;
- дорогостоящее обслуживание.
Профессиональные сварочные полуавтоматы
Профессиональные сварочные полуавтоматы легко узнать по массивному корпусу, высоким параметрам:
- мощности;
- рабочего тока, до 500 А;
- холостого хода, до 80 В;
- КПД – до 100%.
Оборудование не боится влажности, пыли, используется на открытом воздухе. Длина кабеля у моделей различная. Большой минус – обычно подключаются только к 380 В сети.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.

Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.
3 Fubag INMIG 200 SYN LCD

Довольно добротный полуавтомат занимает в нашем топ-рейтинге полупрофессиональных сварочных инверторов заслуженное третье место. Для дома это более чем избыточная модель, а вот для гаража, небольшого СТО или предприятия Fubag INMIG 200 SYN LCD отлично подойдет – функциональность прибора обеспечит выполнение всех необходимых задач по сварке. Провода и газоподающий шланг имеют вполне достаточную для комфортной работы длину в 3 метра (толщина проводов вызывает уважение со стороны покупателя). Наличие мощной горелки (до 230 А) с прорезиненными вставками для лучшего удержания говорит о возможности работы с более толстым металлом.
На многих форумах при обсуждении данной модели ее явным преимуществом считается электронная система управления. Наличие заданных предустановок для всех четырех типов работы сварочного полуавтомата (так, в режиме MIG/MAG насчитывается 16 параметров, учитывающих тип, толщину проволоки, подключение углекислоты и т. п.) и точность настройки значительно облегчает процесс и уменьшает затраченное время на выполнение заданий. Одним словом, в аппарате полностью предусмотрены все возможные способы проведения работ. Также в отзывах высоко оценивается качество сборки и надежность в повседневной эксплуатации.
Сводная таблица рейтинга
|
Модель |
Сварочный ток, А |
Мощность, к Вт*А |
ПВ, % |
Диаметр электрода, мм |
Диаметр проволоки, мм |
Вес, кг |
Ср. цена, руб. |
|
|
РЕСАНТА САИПА-165 |
20-160 |
6 |
46 |
70 |
— |
0,6-0,9 |
11,5 |
16670 |
|
Fubag IRMIG 160 |
30-160 |
6,2 |
52 |
30 |
— |
0,6-0,8 |
11 |
17375 |
|
Aurora OVERMAN 160 |
40-160 |
4 |
42 |
60 |
— |
0,6-1,0 |
15 |
20400 |
|
Wester MIG-200i |
40-200 |
7 |
55 |
30 |
1,6-4,0 |
0,8-1,2 |
10,8 |
18970 |
|
Wert MIG 240 |
30-240 |
5,2 |
55 |
60 |
1,6-5,0 |
0,8-1,0 |
10,8 |
15505 |
|
Aurora SPEEDWAY 175 |
10-175 |
4,8 |
56 |
35 |
2,5-5,0 |
0,6-1,0 |
12,8 |
37600 |
|
Сварог PRO MIG 200 (N229) |
10-200 |
9 |
53 |
60 |
1,6-5,0 |
0,6-1,0 |
12,5 |
53320 |
|
Fubag INMIG 200 SYN LCD |
25-200 |
7,9 |
67 |
60 |
1,6-5,0 |
0,6-1,2 |
15,5 |
52780 |
|
Solaris MULTIMIG-228 (MIG-MAG-TIG) с TIG горелкой |
10-200 |
7,7 |
61 |
60 |
1,6-4,0 |
0,6-1,0 |
14 |
29580 |
|
Форсаж 200ПА |
15-200 |
9,6 |
70 |
40 |
1,6-5,0 |
0,6-1,0 |
12,5 |
37350 |
|
HDC Kansas 350 |
40-350 |
12 |
70 |
95 |
2,5-8,0 |
0,8-1,6 |
75,5 |
80410 |
|
Aurora ULTIMATE 350 |
40-500 |
13 |
50 |
60 |
1,0-6,0 |
0,8-1,2 |
36 |
86300 |
|
Сварог MIG 250 Y (J04) |
50-250 |
9,2 |
50 |
60 |
— |
0,6-1,0 |
26,5 |
61160 |
|
BLUEWELD Vegamig 250/2 Turbo |
35-260 |
7 |
115 |
70 |
— |
0,6-1,0 |
50 |
81580 |
|
Кедр MIG-350GF |
40-350 |
17 |
61 |
60 |
1,6-7,0 |
0,8-1,2 |
37 |
72400 |
Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.

Сварка в среде защитного газа.
Их существует несколько видов:
-
Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
-
Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
-
Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. -
Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. -
Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Сравнение с инвертором
Многие из ещё неопытных сварщиков спрашивают, чем, по сути, отличаются эти два вида сварочной техники, и что же всё-таки лучше выбрать.
- Самое основное отличие заключается в том, что для работы полуавтоматического аппарата используют газ и проволоку, а для инвертора требуется штучный электрод. Само собой, эти два изделия рассчитаны для проведения абсолютно разных действий.
- Инвертор также имеет всевозможные дополнительные функции, например, форсаж дуги, противозалипание электрода и т. д. Почти все инверторные модели работают при значительных скачках напряжения в сети, их не беспокоят падение и перепады электроэнергии. Этот агрегат создан для работ со стальными, чугунными и другими изделиями.
- Сварочный полуавтомат в основном используют там, где требуются аккуратные швы, их часто можно встретить при ремонте автомобилей, а инверторы больше применяются при обычной бытовой сварке.
- Ещё одно отличие: инвертор значительно уступает в размерах и весе по сравнению со сварочным полуавтоматом.
Чтобы сделать выбор между этих двух изделий, нужно отчётливо понимать, для чего оно будет в дальнейшем использоваться.


2 Сварог PRO MIG 200 (N229)
Широкий выбор сварщику предоставляет аппарат Сварог PRO MIG 200. С его помощью можно варить в защитной среде, пользоваться порошковой проволокой, использовать электроды со специальным покрытием. Соединять можно не только стальные детали, но и алюминий. Высокой оценки на форумах заслужил этот полуавтомат за надежность и долговечность. Прибор не привередлив как к качеству расходных материалов, так и к параметрам однофазной сети. Величина сварочного тока регулируется в диапазоне от 10 до 200 А. Продолжительность включения составляет 60 %. Прибор выглядит достаточно компактно, да и вес у него небольшой (12,5 кг).
Из дополнительных функций пользователи отмечают антиприлипание, форсаж дуги, горячий старт и VRD. Сварщики довольны качественной сборкой, доступностью разных способов сварки. Из минусов часто выделяется только высокая цена для любительского применения.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.

При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению. Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Устройство и принцип работы сварочного полуавтомата
Сварочные полуавтоматы превосходят другие аппараты для сварки благодаря своей высокой производительности. В отличие от других устройств полуавтоматы имеют встроенный узел подачи проволоки, которая служит присадочным материалом и одновременно одним из контактов для поджига дуги.
Благодаря этому можно создавать непрерывные швы длиной 2-4 м в различных пространственных положениях. Удобно это и для манипуляций горелкой с целью формирования шва, поскольку здесь нет сгорающего электрода, длину которого постоянно приходится компенсировать приближая его торец к сварочной ванне.
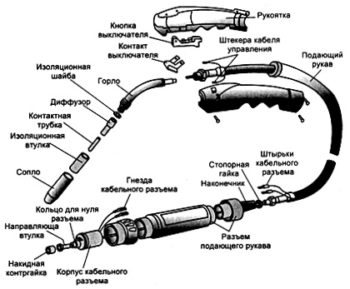
В устройство полуавтомата входят следующие детали и узлы:
1. Редуктор.2. Баллон с инертным газом.3. Катушка с присадочной проволокой
4. Подающий механизм.5. Горелка с контактными элементами и клавишей управления.6. Приборная панель.
7. Источник питания.8. Рукав горелки с кабель-каналом, питающими проводами, внутренним газовым шлангом.9. Кабель массы с зажимом.
Внешний вид и компоновка элементов сварочного полуавтомата отличается в зависимости от класса устройства.
Принцип работы сварочного полуавтомата заключается в получении напряжения 220 или 380 В из сети и понижения вольт до 30-90 В. Одновременно с этим источник тока повышает количество ампер до 120-500 А, что разрешает легко плавить дугой сталь, чугун, алюминий и нержавейку. В отличие от плавящихся электродов у этого метода не остается шлака на поверхности шва. Если соединение выполнено правильно, то не требуется и последующая механическая обработка, изделие разрешается красить после остывания.
Для выполнения этого процесса задействуется электрическая, механическая и газовая части оборудования. У сварщика в руках находится горелка с мундштуком и соплом. В нее механика с электромотором подает сварочную проволоку. Скорость последней настраивается в зависимости от диаметра присадки, силы тока, и необходимой толщины шва. Через провода на мундштук горелки подается напряжение, переходящее на проволоку.
Второй контакт подводится к изделию через кабель массы с зажимом. Когда сварщик нажимает на кнопку горелки, то проволока выдвигается вперед, касается поверхности свариваемой детали и возбуждает электрическую дугу, плавящую саму проволоку и кромки соединения. Для создания шва нужно вести горелку ровно или с колебательными движениями.
Газовая часть обеспечивает защиту расплавленного металла сварочной ванны от взаимодействия с окружающим воздухом. При нажатии кнопки на горелке автоматически открывается газовый клапан, выпускающий инертное вещество. Сопло горелки имеет трубчатую форму, обеспечивающую равномерное укрытие зоны сварки. В противном случае из расплавленного металла вырывался бы углерод и шов получался пористым и негерметичным.









