Виды резьб
Содержание:
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
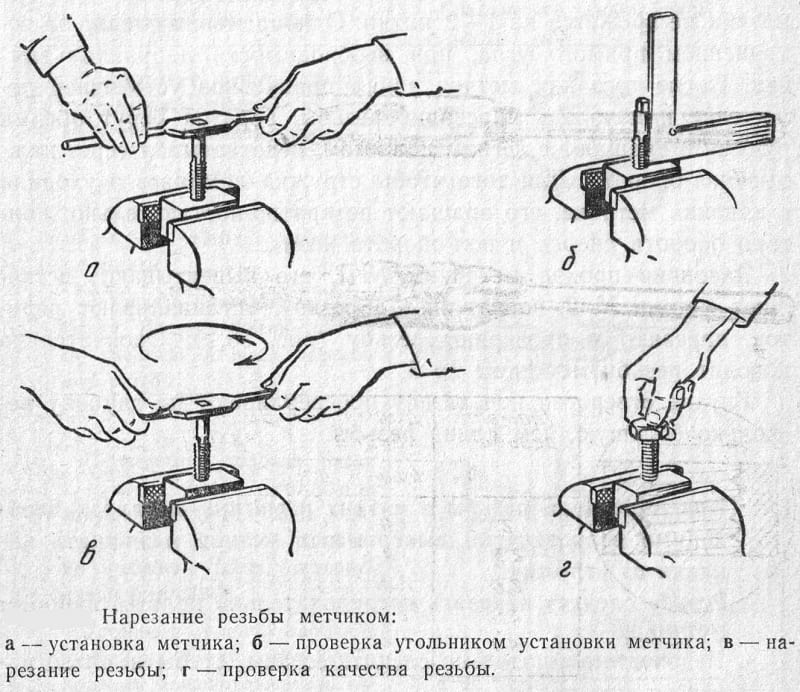
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Виды
Существуют следующие разновидности трапецеидальной резьбы:
Левая: создается контуром с плоской поверхностью, осуществляющим вращение против часовой стрелки, в направлении от наблюдателя. Она является одним из самых старинных способов соединения узлов в механизмах и используется в машиностроительном секторе для закрепления заготовок к валу токарного станка. Данная конструкция предотвращает вероятность откручивания детали при во время процедуры обработки. Левая резьба применяется для закрепления ниппелей радиаторов отопительных систем, колесах грузовых автомобилей или внедорожников, патронов со сверлами, лопастей от комнатных вентиляторов, редуктора для остановки крутящегося момента мотора машины, велосипедных деталей и составных частей циркулярных пил. Также она нашла применение в качестве механизма защиты от опасных действий. С ее помощью осуществляется контроль рабочих инструментов, обрабатывающих заготовку. Левосторонней резьбой оснащен редуктор баллона с пропаном. Эта разновидность нарезки активно используется производителями машин для предотвращения подделки ее основных комплектующих.Маркируется она латинским символом “L”.
Правая: образована плоским контуром, осуществляющим вращательное движения по часовой стрелке. Она передвигается вдоль оси относительно наблюдателя. Данный вид нарезания чаще всего используется для фиксации заготовок при помощи винтов, гаек, шпилек и болтов. В промышленных масштабах его применяют для вкручивания шурупов и саморезов. Для определения правой резьбы применяется метод расположения крепежных инструментов фаской вверх на ладони
Важно учитывать, чтобы витки спирали были направлена на наблюдателя. Правосторонней резьбой оснащаются редукторы баллонов, наполненных кислородом, предназначенных для снижения риска возникновения ЧС во время обработки
Этот вид нарезания можно легко подделать, поэтому он не нашел применения в брендировании автомобильных деталей. Обозначение этого вида нарезания осуществляется при помощи латинской буквы “R”.
Однозаходная: образована движением 1 профиля. Для ее определения необходимо посмотреть на торец винта или гайке. Если на нем виден только 1 конец витка, то резьба является однозаходной. У этой разновидности нарезания шаг равен величине хода – расстояния между соседними нитками. Настройка станка для однозаходной резьбы осуществляется в зависимости от значений шага. Недостатком данного вида нарезания является низкая прочность обработанных деталей, обусловленная малой длиной внутреннего диаметра. Этот фактор не позволяет ей передавать больших усилий. Маркируется однозаходная резьба латинским символом “H”.
Многозаходная: образована множеством выступов винтовой нарезки. Самым частым представителем этой подгруппы является двухзаходная резьба, обладающей 2 витками и симметричными заходами. В этом случае величина хода равняется произведению количества заходов на шаг. Многозаходная резьба применяется в стягивающих конструкциях. Она выполняет операции по увеличению прочности соединения, изменению передаточных числе (при обработке моторных редукторов) и созданию значительного смещения крепежных механизмов в винтовых стержнях при условии малого числа произведенных оборотов. В международной системе данный вид обозначается латинской буквой “S’.
Размеры и технические характеристики всех разновидностей трапецеидальной резьбы указаны в виде нормативов в ГОСТ 24739-81 и ГОСТ 25347-82. В этих документах представлены стандарты профилей и предельные допуски, требуемые для обработки готовых заготовок.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Метрические резьбы
Метрические резьбовые соединения каждого диаметра в интервале 1–600 мм могут изготавливаться с шагами нескольких размеров. Однако они должны быть не более 6 мм. Большие шаги имеются только в резьбе диаметром 1–68 мм. Они используются, когда необходимо соединить большие детали. Кроме того, предусмотрен ряд мелких шагов, которые делают при тонкостенных деталях и ограниченной длине скручивания для повышения прочности и самотормозящих свойств при вибрационных нагрузках. А также в случаях, когда необходимо получить малые осевые передвижения при значительных углах поворота (например, микрометрические винты устройств). Длина скручивания с мелким шагом непостоянна и колеблется от 0,3 до 2d. ГОСТ 8724-81 содержит все указания о наличии и преимущества метрической резьбы (табл).
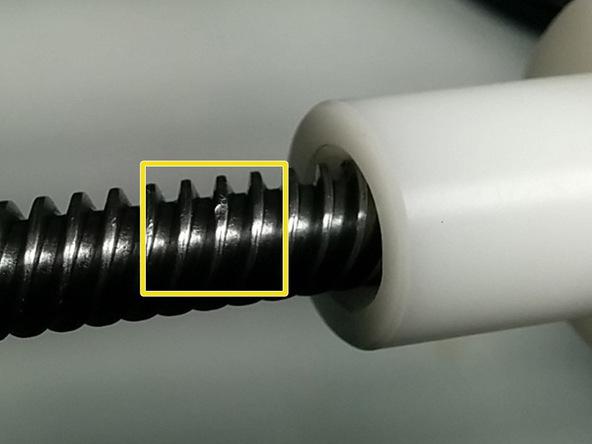
Таблица «Размеры и шаги метрических резьб» приведена ниже.
| Диаметры, d, D, мм | Шаги, P, мм | ||||||||||
| 1-й ряд | 2-й ряд | 3-й ряд | большие | мелкие | |||||||
| 4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 |
0,5 |
||||
|
— 12 — — 16 |
— — 14 — — |
11 — — 15 — |
(1,5) 1,75 2 — 2 |
— — — — — |
— — — — — |
— — — — — |
— 1,5 1,5 1,5 1,5 |
— 1,25 1,25 — — |
1 1 1 (1) 1 |
0,75 0,75 0,75 0,75 |
0,5 0,5 0,5 0,5 |
Виды узоров
Чтобы понять основные отличительные черты того или иного орнамента, выполненного в технике геометрической резьбы, необходимо ознакомиться с несколькими видами узоров, а также со схемами и основами их исполнения.
Сколышки
Основными элементами, которым нужно обучиться, являются сколышки, представляющие собой наколку и подрезку древесных частей.
Затем можно приступать к подрезке, следуя инструкции.
- Режущую часть лезвия нужно приложить к левой стороне треугольника, а скошенная часть должна находиться в области его вершины.
- Рукоять ножа отводим назад, не нарушая параллели между правой стороной треугольника и краем лезвия.
- Надавливаем на нож и возвращаем ручку в исходное положение. При совершении данных действий должна отколоться деталь нужной формы и размера.
Ромбик
Вырезать ромбик на поверхности древесины довольно легко, особенно если вы уже освоили технику работы со сколышками. Все дело в том, что данная фигура состоит из двух треугольников, имеющих одно основание, поэтому ее можно вырезать, действуя по принципу, описанному в предыдущем варианте.
Для того чтобы получился ровный орнамент, необходимо сначала проработать верхний ряд треугольников, после чего перейти к нижнему, образуя нужную нам фигуру.
Витейка
Также очень интересный элемент, в основе которого лежит принцип действия, применяемый при работе со сколышками. Отличительной чертой является лишь то, что треугольники не имеют общего основания, а, наоборот, смещаются в разные друг от друга стороны.
Пирамида
Пирамида является первым сложным рисунком из тех, что вам предстоит изучить, постигая искусство геометрической резьбы по дереву.
Работа происходит посредством нанесения нескольких треугольников – при соблюдении определенного порядка и расстояния между ними. На равном расстоянии друг от друга наносятся три треугольника, два из которых находятся в верхней части и имеют общее ребро. Посередине между фигурами необходимо будет обозначить точку соприкосновение углов. Режущая часть ножа должна занимать центральную позицию, а движения необходимо совершать в том направлении, в котором лежат естественные слои древесины.
Звездочка
Следующая к изучению фигура является немного более сложной, поскольку в ее основе лежит большее количество треугольников, нежели во всех ранее изученных вариантах. Но несмотря на этот, казалось бы, немаловажный нюанс, принцип работы с данной фигурой не меняется, и в основе все так же лежит создание сколышков.
Для создания звездочки необходимо нанести четыре и более треугольника по принципу, используемому в работе с пирамидкой.
Квадраты
Создание квадратов кардинально отличается от работы со всеми предыдущими узорами, поскольку используется абсолютно другая техника – соломка.
Чтобы создать квадрат, необходимо действовать следующим образом:
- после нанесения разметки необходимо отступить от ее края на пару миллиметров и под углом примерно в 45 градусов углубить кончик ножа на 3 миллиметра, затем провести разрез вдоль линии;
- далее по принципу зеркального отражения необходимо произвести все те же самые действия с другой стороны полосы разметки;
- после этого необходимо расположить нож вертикально по отношению к заготовке и сделать два прокола (в начале и в конце линии).
При правильном выполнении всех вышеперечисленных действий вы получите тонкий срез в виде соломки, а обработав все края разметки в такой технике, вы сможете создать интересный узор нужной вам формы.
Наиболее часто данная техника используется для обрамления изделий, соответственно, квадратной и прямоугольной форм.
Розетка
Пожалуй, следующий геометрический узор является наиболее сложным в исполнении, и вместе с тем его справедливо можно назвать самым красивым из всех уже знакомых вам орнаментов.
На следующем этапе необходимо на каждом отрезке, расположенном в границах малого круга, отметить середину и соединить ее с точками соприкосновения отрезков с границами большого круга, расположенными по обе стороны от намеченного нами центра.
Получив разметку, мы можем приступать к резьбе, используя первую изученную технику работы с треугольниками.
При помощи данного узора можно украсить крышку шкатулки, дно декоративной тарелки, поверхность круглого стола и другие изделия подходящей формы.
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Геометрические параметры
Внутренняя резьба – это выполненная в форме винта определенной формы нарезка внутри отверстия. Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего встречается метрическая. Кроме, нее применяют дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются друг от друга профилем и применяемостью. Метрическая — имеет угол в плане 60 градусов, а дюймовая 50. Метрическая резьба применяется повсеместно, а дюймовую применяют для соединения трубопроводов и арматуры.
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной — применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор исходя из силовых параметров, воздействующих на резьбовое соединение.
Функциональное назначение резьбы
ГОСТ 2.331−68 даёт точное определение. Это поверхность, на которой выступы и впадины имеют определённый профиль. Спираль наносится на наружную поверхность вращающихся деталей. Основным назначением резьбовой поверхности считается:
- Крепление деталей и их последующее удержание на определённом расстоянии.
- Ограничение смещения деталей различных конструкций.
- Создание плотного соединения.
Инженеры, разрабатывающие машиностроительное оборудование, хорошо знают, какие резьбы бывают, вид спирали, который нужно использовать для создания мощного соединения. Многочисленные типы спирали дают возможность создавать очень прочные конструкции, состоящие из различных деталей. Сегодня известны следующие типы резьб:
- Цилиндрическая резьба. Нарезается на любой цилиндрической поверхности.
- Коническая. Поверхность заготовки должна иметь коническую форму.
- Правая. Виток направлен в сторону движения часовой стрелки.
- Левая. Направление витка в противоположную сторону относительно часовой стрелки.
https://youtube.com/watch?v=RJTRMwuv5QA
Резьбовое соединение делится на несколько категорий:
- Создание крепежа с помощью соединительных деталей (шпилек, болтов, гаек).
- Образование соединения конструкций, без применения дополнительных крепёжных изделий. Например, соединение труб с помощью муфты.
Класс резьбы определяется по её шагу. Он может быть стандартным или мелким. Самым популярным считается мелкий шаг. Он используется на всех деталях, диаметр которых превышает 20 мм.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Резьбовые резцы и гребенки
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Являясь фасонным инструментом, резьбовые резцы могут быть трех типов: стержневые, призматические и круглые.
На рис. 1 представлены типовые конструкции резьбовых резцов стержневого типа:
- цельный из быстрорежущей стали; с напайной твердосплавной пластиной; с механическим креплением твердосплавной пластины специальной формы, применяемой для нарезания наружной и внутренней резьб.
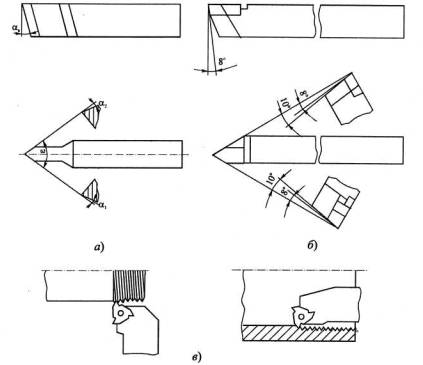
Рис. 1. Типы стержневых резьбовых резцов:
а — из быстрорежущей стали; б — с напайной твердосплавной пластиной; в — с механическим креплением твердосплавной пластины.
При многопроходном нарезании остроугольной резьбы резцами образование профиля резьбы может осуществляться по трем схемам (рис. 2): а) профильной — с радиальной подачей резца; б) генераторной — с подачей резца под углом к оси заготовки; в) комбинированной, состоящей из подачи под углом при черновой обработке и радиальной подачи — при чистовой (окончательной) обработке.
Достоинством генераторной схемы является увеличение толщины срезаемого слоя за один проход в 2 раза, что обеспечивает соответствующее сокращение проходов. Правая кромка в этом случае работает как вспомогательная кромка, оставляя ступеньки на обработанной поверхности. Этот недостаток позволяет исправить применение комбинированной схемы.
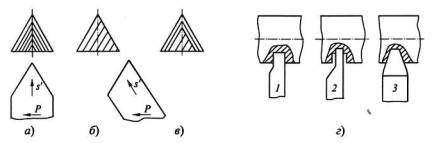
Рис. 2. Схемы резания, применяемые при нарезании резьбы:
а — профильная; б — генераторная; в — комбинированная; г — для нарезания трапецеидальной резьбы
При нарезании резьб с глубоким профилем, например трапецеидальных, формирование резьбы на предварительных операциях осуществляют резцами с разным профилем режущих кромок, как показано на рис. 2, г.
Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана с определенными трудностями, которые не возникают при использовании фасонных призматических и круглых резьбонарезных резцов.
Гребенки (рис. 3) — это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т. е. резьб с небольшой высотой профиля.
Как показано на рис. 3 г, режущая часть гребенок состоит из заборной части длиной l1 заточенной под углом ц к оси и калибрующей части l2
где Р — шаг резьбы.
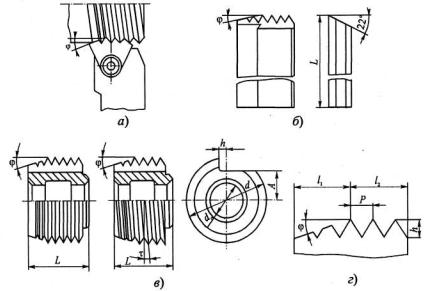
Рис. 3. Резьбонарезные гребенки:
а — стержневая с механическим креплением твердосплавной пластины;б — призматическая; в — круглая; г — рабочая часть гребенки
В начале рабочего хода гребенка имеет радиальную подачу на врезание и затем перемещается вдоль оси вращающейся заготовки с подачей на один оборот, равной шагу.









